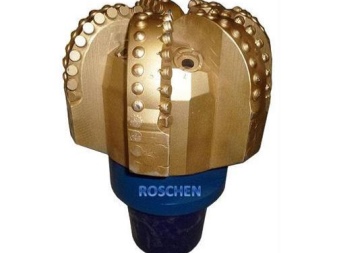
Funktioner hos PDC-bitar
Borrverktyget används både i vardagen, vid organisering av brunnar och i industriell skala, när det är nödvändigt att borra ut en sten.

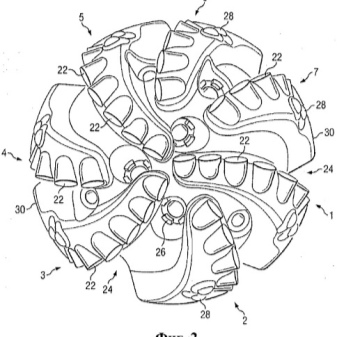
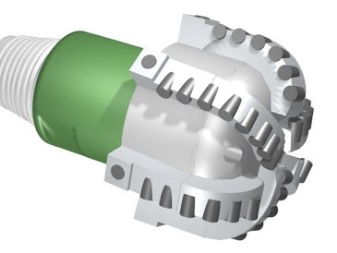
Design och syfte
Först och främst används diamant PDC-bits för borrning med kompakta riggar, när det inte är möjligt att ge den erforderliga belastningen vid borrning med en rullkonenhet. Det är viktigt att anbringa mindre matningstryck vid en jämförbar eller högre rotationshastighet.
Denna borrutrustning har en effektiv stenbrytningsmekanism. Själva borrningen utförs efter kärnborrning. Det är möjligt att använda den för att organisera brunnar.
På grund av otillgängligheten av rörliga komponenter i borrkronor av denna typ, jämfört med rullkonborrkronor, finns det ingen risk att en del av verktyget går förlorat, och allt på grund av den högsta slitstyrkan. Samtidigt är livslängden vid absolut belastning 3-5 gånger längre.
Borrning med den angivna utrustningen är fullt möjlig i bergarter från formbara till hårda och till och med slipande. Funktionsprincipen är lätt att förstå om du tänker på installationernas designegenskaper. Eftersom förstörelsen av berget observeras med skärande-slipmetoden, som faktiskt är mycket effektivare än andra metoder, är penetrationshastigheten i böjlig jord högre. Denna indikator kan vara 3 gånger högre än den som fastställts med andra metoder.


En liknande effekt uppnås på grund av det speciella höljet och de material som används från vilka skärmekanismen tillverkades.
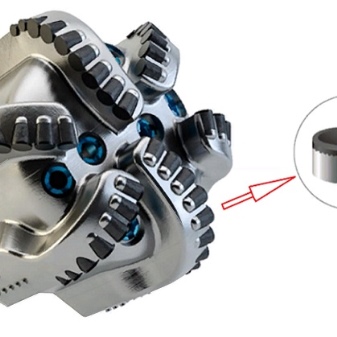
Skärarna på dessa bitar kan vara självslipande. De är också på en karbidbas täckt med ett lager av polykristallin diamant. Dess tjocklek är 0,5-5 mm. Karbidbasen slits ut snabbare än polykristallina diamanter, och detta håller diamantbladet skarpt under lång tid.
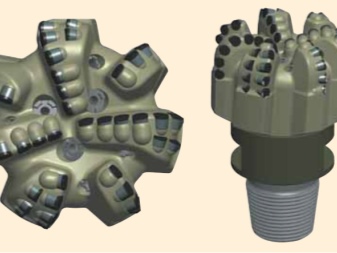
Beroende på berget som ska borras kan bitarna i denna grupp vara:
- matris;
- med stålkropp.
Metallhöljet och matrisen har alla chanser att överträffa varandra på vissa punkter. Från den första beror till exempel metoden för att fästa skärelementen. I matrisverktyget löds de även in i systemet med hjälp av ett enkelt lod.
För att installera skärelement i stål värms verktyget upp till en temperatur på 440 ° C. Efter att strukturen svalnat sitter skäraren stadigt på sin plats. Fräsar tillverkas i enlighet med GOST. Avkodningen av märkningen utförs enligt IADC-koden.


Fördelar och nackdelar
Det är definitivt värt att nämna för- och nackdelarna med de aktuella produkterna. Fördelar:
- slitstyrka;
- hög effektivitet i vissa jordar;
- det finns inga rörliga element i strukturen;
- matningstrycket minskas.
Men det finns också betydande nackdelar som måste nämnas. Bland dem:
- pris;
- mer energi behöver appliceras per varv av biten.

Klassificering och märkning
Markeringen på det beskrivna verktyget representeras av fyra symboler, som i sin tur betyder:
- ram;
- vilken typ av berg kan borras;
- skärelementets struktur;
- bladprofil.
Kroppstyper:
- M - matris;
- S - stål;
- D - impregnerad diamant.

Raser:
- väldigt mjuk;
- mjuk;
- mjuk-medium;
- medium;
- medelhård;
- fast;
- stark.

Strukturera
Oavsett vilken ras som bearbetas kan skärdiametrarna vara:
- 19 mm;
- 13 mm;
- 8 mm.
Storlekar är föreskrivna i GOST, det finns också bicentriska modeller.
Profil:
- fisksvans;
- kort;
- genomsnitt;
- lång.

Tillverkare
Tillverkningen av sådana bitar är nu i stor skala. De mest populära är Silver Bullet med platt profil.
Detta verktyg kännetecknas av hög prestanda. Tillämpningsområde - pilotborrning på horisontella riktningsprojekt. Ett stort område är täckt med denna typ av bits. Enheten klarar perfekt cementpluggen och är lämplig för installation av en geotermisk sond.
Moto-Bit är ett annat lika populärt märke. Dessa bits gör ett utmärkt jobb med att arbeta med en liten borrhålsmotor. De används ofta i organisationen av brunnar.
När det är nödvändigt att arbeta med kompositpluggar, det rekommenderas att använda Plugbuster-bits. Deras främsta utmärkande drag är en speciell avsmalnande profil, som har patenterats. Jämfört med andra liknande verktyg stannar den här längre i hålet och kan användas vid ett högre varvtal. Slammet är litet. Mejseln är gjord av nickellegerat stål.


Vid borrning av geotermiska brunnar används ofta Mudbug-bits, som anses vara ett mångsidigt verktyg med hög produktivitet. De har designats för att hantera stora mängder murbruk.
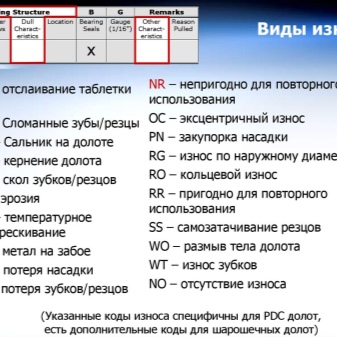
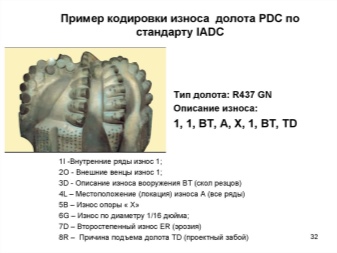
Bärkoder
IADC-slitkoden innehåller 8 positioner. Det etablerade provkortet ser ut så här:
|
jag |
O |
D |
L |
B |
G |
D |
R |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
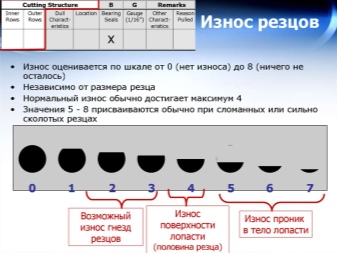
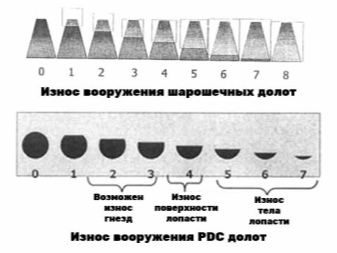
I det här fallet beskriver I - de interna delarna av vapnet på en skala:
0 - inget slitage;
8 - komplett slitage;
O - yttre element, noll och åtta betyder detsamma;
D - en mer detaljerad beskrivning av graden av slitage.

|
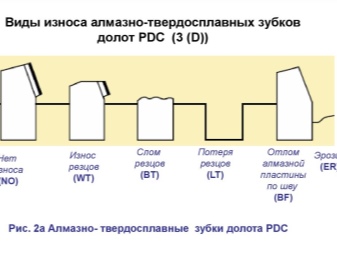
före Kristus |
skrotskärare |
|
Bf |
skrapa diamantplattan längs sömmen |
|
BT |
trasiga tänder eller fräsar |
|
BU |
mejsel tätning |
|
CC |
spricka i fräsen |
|
CD |
förlust av rotation |
|
CI |
överlappande koner |
|
CR |
slå lite |
|
CT |
flisade tänder |
|
ER |
erosion |
|
FC |
slipning av toppen av tänderna |
|
HC |
termisk sprickbildning |
|
JD |
slitage från främmande föremål vid bottenhålet |
|
LC |
förlust av fräs |
|
LN |
förlust av munstycke |
|
LT |
förlust av tänder eller fräsar |
|
OC |
excentrisk slitage |
|
PB |
skada på resan |
|
PN |
blockering av munstycket |
|
RG |
ytterdiameter slitage |
|
RO |
ring slitage |
|
SD |
lite benskada |
|
SS |
slitage av självslipande tänder |
|
TR |
bottenhålskantning |
|
WO |
sköljning av instrumentet |
|
WT |
slitage av tänder eller fräsar |
|
NEJ |
inget slitage |

L - plats.
För skärare:
"N" - näsrad;
"M" - mittraden;
"G" - yttre raden;
"A" - alla rader.
För en mejsel:
"C" - skärare;
"N" - topp;
"T" - kon;
"S" - axel;
"G" - mall;
"A" - alla zoner.
B - lagertätning.
Med öppet stöd
En linjär skala från 0 till 8 används för att beskriva resursen:
0 - resurs används inte;
8 - resursen är fullt utnyttjad.
Med förseglat stöd:
"E" - tätningar är effektiva;
"F" - tätningar är ur funktion;
"N" - omöjligt att bestämma;
"X" - ingen tätning.
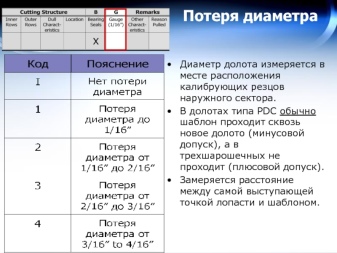
G är den yttre diametern.
1 - det finns inget slitage på diametern.
1/16 — Slitage 1/16 tum i diameter.
1/8 — Slitage 1/8” i diameter.
1/4 - Slitaget är 1/4 tum i diameter.
D - smärre slitage.


"BC" - skrotskärare.
"BF" - skrot av en diamantplatta längs sömmen.
"BT" - trasiga tänder eller fräsar.
"BU" är körteln på borrkronan.
"CC" - en spricka i fräsen.
"CD" - fräsnötning, förlust av rotation.
"CI" - överlappande koner.
"CR" - stansning av biten.
"CT" - flisade tänder.
ER står för erosion.
"FC" - slipning av toppen av tänderna.
"HC" - termisk sprickbildning.
"JD" - slitage från främmande föremål i botten.
"LC" - skärbortfall.
"LN" - munstycksförlust.

"LT" - Förlust av tänder eller fräsar.
"OC" står för excentrisk slitage.
"PB" - skada under resor.
"PN" - munstycksblockering.
"RG" - Slitage på ytterdiameter.
"RO" - ringformigt slitage.
"SD" - skada på bitbenet.
"SS" - slitage av självslipande tänder.
"TR" - bildande av åsar vid bottenhålet.
"WO" - instrumentsköljning.
"WT" - slitage på tänder eller fräsar.
"NEJ" - inget slitage.

R är anledningen till att man lyfter eller stoppar borrningen.
"BHA" - BHA förändring.
"CM" - behandling av borrslam.
"CP" - kärnning.
"DMF" - Motorfel i hålet.
"DP" - cementborrning.
"DSF" - borrsträngsolycka.
"DST" - formationstester.
"DTF" - Verktygsfel i hålet.
"FM" - en förändring i den geologiska miljön.
"HP" - olycka.


"HR" - stiga i tiden.
"LIH" - förlust av ett verktyg i botten.
"LOGG" - geofysisk forskning.
"PP" är ökningen eller minskningen av trycket över stigaren.
"PR" är minskningen i borrhastighet.
"RIG" - reparation av utrustning.
"TD" är designens ansikte.
"TQ" - vridmomentökning.
"TW" - verktygsslag.
WC - väderförhållanden.

Funktioner för PDC-bitar i videon nedan.
































































Kommentaren skickades.