Vad är en vedklyvkil?

En kil för att klyva ved väljs av personer som på grund av sin ålder är för tråkiga för att använda betydande kraft för att klyva en stock i små bitar. Industriella kilar är bekväma, men de har nackdelar: höga kostnader och möjliga tillverkarens besparingar på stålkvaliteten.
Olika sorter
Jämfört med enkla yxor har klyvar en större skaftlängd - cirka 70-80 cm. Detta beror på behovet av att skapa en stor amplitud av klyvningsrörelser så att stora stockar kan huggas i små segment utan att böja yxbladet till en våg.
Den enklaste analogen till en yxa är en vedklyver, gjord för att skydda en person från oavsiktlig skada: halkar med en yxa i gamla dagar kunde beröva en person hans fingrar, eller till och med hela handen. Längden på handtaget för att klyva knotiga klossar i speciella fall når 90-95, och inte 50 cm, som i en enkel yxa.


Fjädervedklyven består av en fast del, som är en kanal T-formad bas med förstärkningsstag. En stock placeras under kilen, och personen trycker på handtaget och flyttar det nedåt. Viktmedlet hjälper till att bryta stocken i två delar. Fjädern återställer kilen till sitt ursprungliga läge.
"Morot" eller kon vedklyver är anordnad enligt följande. Arbetsdelen är 20 cm lång och 5-6 cm bred vid den breda delen har en ca 30 graders konisk vinkel. Bristen i denna design är omöjligheten att blomma barken på grund av den senares löshet.


Tröga vedklyvar behöver ingen slägga. Faktum är att de är flera kraftfulla blad fästa på en bas. Toppen av bladhållaren är gjord i likhet med ett städ, som slås med en hammare, vilket resulterar i att chocken löses till liten ved.
En smidd vedklyver är gjord i form av en korsformad eller platt kil. Men om allt är klart med det första (det är ett vanligt platt blad som delar chocken i två), så med den korsformade är allt något mer komplicerat. Det är inte lätt att smida en sådan produkt, oftast tillverkas den i en industriell miljö. Den korsformade kilen bryter kärnan längs kärnan och delar träet i fyra.


Hur man använder?
En manuell vedklyv används i de flesta fall enligt följande. En träbit sätts in i den, sedan aktiveras själva kilen. Justering av enheten för storleken på de hackade klossarna görs genom att ställa in fjädern till önskad nivå. Ju kortare fjäderns fria åksträcka är, desto kortare kan klumparna delas utan rädsla för skador på kilspetsen.
En elektrisk vedklyver fungerar på liknande sätt: innan du startar den måste du lägga en vedklyv i förväg. Motorn kommer att driva drivningen, vars kinetiska kraft överförs genom en växel (reducerare) eller mekanisk transmission.


I hydrauliska drivningar överförs kraften genom att trycka på pedalen, som leder mekanisk kraft från foten genom vätskan (oftast är det olja, som är 99,9% inkompressibel under normala förhållanden). Den cirkulerar i ett system som består av ett eller två kärl med oljeutlopp. Fördelen med hydraulik är att 95 % av kraften överförs från det mänskliga benet.
När du arbetar med en konventionell klyv utan mekanik eller hydraulik, håll dig borta från stocken som ska huggas. För att hugga upp stora stockar behöver du ett massivt verktyg - upp till 4 kg. I praktiken svetsas ett viktmedel till hemmagjorda klyvar med otillräcklig massa.
Att skära med en klyv med en viktmassa utan ringformiga styrningar är dubbelt farligt.


Hur gör man själv?
För att göra den enklaste klyven med dina egna händer, gör följande (det här verktyget är tillverkat av en stålram med en diameter på 25 cm):
- hål för fästning borras på en stålbas fixerad inuti;
- en järnring med en diameter på 25 cm är installerad i den övre delen;
- ett uppåtriktat blad fästs mellan stöden och svetsas till basen.
- en chock är installerad i ringen, fäst vid bladet;
- sedan slår de klyven uppifrån med en slägga.



För att göra en fjädervedklyver, ta till följande steg.
- Enligt ritningen svetsas en platta med ett rör svetsat till den nedre delen av T-basen, svetsad från ett professionellt rör, på platsen för fixering av distanserna. Vinkeln mellan basen och plattan är rak.
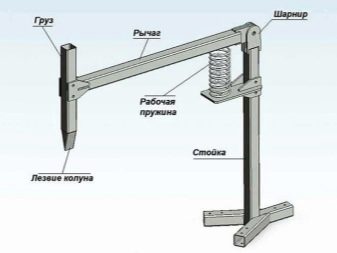

- Vedklyvens rörliga del monteras enligt följande. En rörlig stålstång är fäst på toppen av basen med ett gångjärn. Ett grenrör finns i ena änden av denna tvärbalk. Båda anslutningarna måste vara på samma axel.


- En auto-fjäder är placerad mellan munstyckena, hålls i rätt läge av dessa munstycken. På andra sidan av tvärbalken svetsas en spetsig stålkil, riktad nedåt, samt ett horisontellt riktat handtag.


- Ett bihang svetsas över kilen, till exempel ett fragment eller ett skrot av en skena eller en hantel. Efter att ha slutfört tillverkningen av en fjädervedklyver testar de den i praktiken.





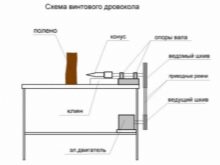
För tillverkning av en elektrisk kon, följs följande instruktioner.
- Det koniska elementet gängas med ett spårdjup på 2 mm och ett gängavstånd på 7 mm. Ett väl försänkt hålrum är utskuret inuti det konformade elementet.

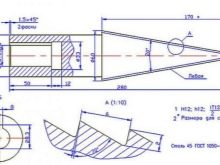
- På den del av arbetsstycket där det inte finns någon gänga borras upp till tre hål. En skruvgänga skärs in i dem med en kran. Därefter placeras lagren i kardanstöden och svetsas. Kardan monteras i kullagret på ett av stöden. En hylsa är monterad på den, som skyddar kardanen från inträngning av främmande fasta partiklar.

- Ett andra stöd med ett lager skjuts på kardan tills den vilar mot bussningen. En kon sätts in från ena änden av kardan. Den fästs genom de slitsade hålen med bultar. Den andra änden av kardan sätts stadigt på remskivan, som fästs med hjälp av en mutter. Lagerstöd är fixerade på en ram, under vilken en elmotor är fäst, ansluten till vedklyven genom bälten.
Enheten är klar. I arbete används en reduktionsväxel för att bromsa vedklyvens hastighet.

Handtaget på de manuella klyvarna är tillverkat av medelstort trä (med avseende på hårdhet). Ek och andra särskilt täta träslag kan inte användas: de dämpar inte vibrationer, efter arbete blir handen överdrivet trött. Vid tillverkning av klyv skärs bladen till maximalt 60 grader: det räcker för att kapa de hårdaste träslagen. Rundad slipning är designad för rått och vått trä, rakt - för genomtorkat trä.


För en översikt över Zigzag EL 452 F vedklyven, se videon.
































































Kommentaren skickades.