Hur kontrollerar man slipankaret och felsöker?

Kvarnens ankare är ett roterande element i elmotorn, som är "kärnan" i hela enhetens struktur. Enheten består av en axel - en rotationsaxel av metall, en trådlindning, en kollektor - en uppsättning kontaktplattor som representerar ändarna av lindningsvarven och en kylskruv. Ankaret samverkar mekaniskt med de främre och bakre lagren, slipmaskinens växel och grafitborstar; elektromagnetiskt med en stator - den yttre delen av elmotorn. Spänningen appliceras på ankaret som lindas genom borstarnas glidkontakt med kollektorplattorna - lameller.
Överföringen av ström utförs i rotationsläge, vilket skapar förutsättningar för friktion och uppvärmning. Dessa förhållanden medför förutsättningar för potentiella felfunktioner.

Orsaker till sammanbrott
Ankarvinkelslip - rotor, är en del som utsätts för de största belastningarna: temperatur, mekanisk och elektromagnetisk. Brott mot driftsreglerna som föreskrivs av tillverkaren leder till ett tidigt fel på denna enhet. Några av faktorerna bakom dessa överträdelser är:
- gå utöver den tillåtna tiden för kontinuerligt arbete;
- brist på skydd mot aggressiva medier - damm, sand, smuts, fukt;
- överskridande av belastningsparametrarna;
- mekanisk skada;
- arbete vid tidpunkten för spänningsfall.

Dessa orsaker kan leda till följande armaturfel:
- smältning av isoleringen (isolerande lack) av kontakter eller lindningar som ett resultat av överhettning;
- mekanisk skada: repor, nagg, sprickor, från kontakt med främmande partiklar som fångas i facket med rörliga delar;
- haveri vid svaga punkter i lindningen orsakad av överbelastning;
- krökning eller obalans hos ankaraxeln;
- kortslutning eller kolavlagringar på lamellerna.




För att eliminera orsaken till haveriet är det nödvändigt att studera anordningen för vinkelsliparmaturen och utföra lämplig diagnostik.
Verifieringsmetoder
Varje rotorfel identifieras med en lämplig testmetod.

Visuell inspektion
Testmetoden för att starta diagnostik. Kontrollera armaturgrenröret för mekanisk skada. Repor, beslag och nagg måste saknas. Inspektera lamellerna för utbrändhet. Om en av dem är mörkare eller svullen är det en kortslutning mellan plattan och lindningsbussen.


12 volts glödlampa
Anslut två ledningar till glödlampans kontakter. Gör en paus i en av dem. Anslut ledningarna till strömkällan, lägg kanterna på den "trasiga" ledningen på lamellerna så att de inte rör vid varandra. Vrid ankaret. Om det inte finns några haverier i lindningen kommer lampan att lysa kontinuerligt.

Multimeter
Sätt den här enheten i resistansmätningsläge. Sätt en av sonderna (polariteten spelar ingen roll) på en av plattorna. Applicera en annan oljesticka på resten av lamellerna i tur och ordning. En ljudsignal, beroende på multimetermodell, kommer att meddela att det finns ett sammanbrott mellan "lindningsspåren".

Testare
Kortslutna svängindikator. Används för diagnostik av slutna ankare. Denna typ av rotorer kännetecknas av bristen på tillgång till korsningen av lindningen med lamellerna. Testaren har två lysdioder - röd och grön.Genom att rotera ankaret som är anslutet till testaren är det möjligt att fastställa närvaron av ett haveri i lindningen med den upplysta röda lysdioden.

Hur åtgärdar jag problemet?
Visuell inspektion och testning kommer att hjälpa till att fastställa felets karaktär och förstå om utbyte eller reparation hemma är möjligt. Felfunktionerna i kvarnrotorn är uppdelade i två typer: mottagliga och ej reparerbara. Den första typen inkluderar fel som är förknippade med en kränkning av lindningens isolering, skador på uppsamlaren och järnbasen. Den andra typen av haverier är faktorer för försämring av balansen hos ankaret som helhet och dess axel. I det här fallet är det nästan omöjligt att återställa rotorn.

Samlare reparation
Om strukturella skador upptäcks på samlarlamellerna måste de genomborras. Detta kan göras på en svarv eller med hjälp av improviserade medel. Spåret måste utföras jämnt. Annars kommer balansen att störas, vilket kommer att medföra förstörelse av grafitborstarna under drift och fel på andra slipenheter.

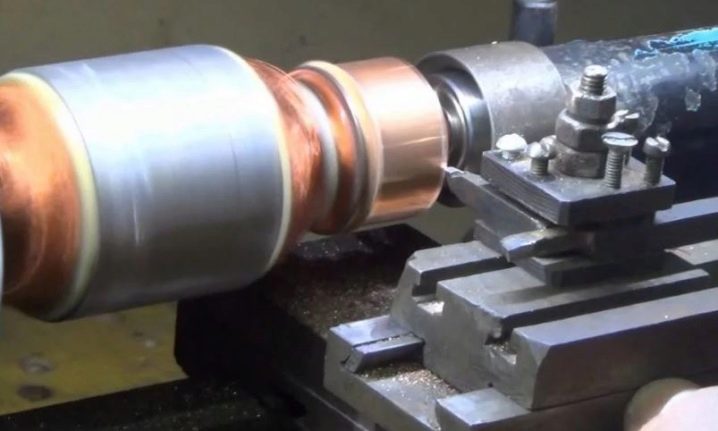
Maskinspår
Sliprotorn är installerad i svarven. Eftersom uppsamlaren består av kopparplattor, och koppar är en viskös metall, är det nödvändigt att välja den optimala rotationshastigheten i intervallet från 600 till 1200. Skäraren är inställd i en halv division. I det ögonblick som "kniven" berör uppsamlaren, görs en längsgående passage med avlägsnande av ett tunt lager av metall. Bäst effekt kan uppnås med 2-3 pass. Fler av dessa kan skada reservoarens strukturella integritet. Mellan gångarna måste du ta pauser och låta kopparn svalna. Annars kan lackisoleringen mellan lamellerna smälta.

För spårning med hjälp av improviserade verktyg behöver du ett skruvstycke, en borr och flera typer av sandpapper. Sliparens ankare tas bort från kroppen, medan en del av den förblir ansluten till vinkelslipens växellåda. Växellådshuset är fixerat i ett skruvstycke, den andra änden av rotoraxeln är fastklämd i borrchucken. "Läpparna" på skruvstädet och borren ska vara i linje med ankaraxelns axel.
Slå på borren med avtryckarknappen fixerad i kontinuerligt driftläge. Slipa uppsamlaren med sandpapper utan att trycka. Använd minst 3 typer av kornstorlek - från grov till finare. Efterbehandling bör vara nollkornigt sandpapper.
I slutet av spåret är det viktigt att ta bort allt spån och damm från grenröret, detta förhindrar kortslutning mellan plattorna.
Ta bort lagret
Kanten, som är fixerad i borrchucken, monteras initialt i lagret. Ta bort den innan du räfsar. För att ta bort lagret utan avdragare kan du använda ett skruvstäd, hammare och mejsel. Fäst axeln med lagret i ett skruvstäd så att endast lagret kläms. Montera den vassa änden av mejseln i änden av axeln och slå ut axeln ur lagret med lätta hammarslag.

Slingrande reparation
Att linda tillbaka en slipmaskins ankare är ett jobb som kräver lämplig kompetens och speciell noggrannhet. För att uppnå det bästa slutresultatet är det värt att kontakta lämplig specialist.


Hur spola tillbaka hemma?
Om rotorlindningens integritet kränks, måste den försiktigt avlägsnas med en tång, en bågfil för metall, en mejsel, nippers - alla nödvändiga verktyg. Undvik att skada kollektorkontakterna, lindningens järnbas och ankaraxeln. Innan du tar bort, ta reda på vad lindningsschemat är och fixa detta faktum på papper. Följ i processen det ritade lindningsriktningsdiagrammet.


Lindningstråden läggs i speciella spår i järnbasen. Det är nödvändigt att beräkna hur många ledare som finns i varje spår och, baserat på detta, beräkna antalet varv. I standardversionen bör de vara 2000 - 2300. Kartongplattor sätts in i spåren, vilket isolerar lindningen från kontakt med järnbasen.Sedan lindas tråden, vars ändar löds fast vid kollektorkontakterna vid färdigställandet.


Det är viktigt att välja koppartråd med lämplig tvärsektion och längd. Tråden som används för att linda elmotorer är belagd med isolerande lack. Det är mycket viktigt att inte skada detta skydd under omlindningsprocessen. Annars kan ett andra lindningsavbrott inträffa.
Innan du impregnerar en ny lindning är det nödvändigt att ringa den med en multimeter eller testare för att utesluta närvaron av ett sammanbrott. Om det inte finns något skickas ankaret till ugnen för att värmas upp. Den uppvärmda rotorlindningen är impregnerad med epoxiharts. För bättre flöde genom vajern hålls ankaret i vinkel.

Säkerhetsåtgärder
Iakttagande av försiktighetsåtgärder garanterar användbarheten av alla komponenter i kvarnen under en längre tids arbete:
- tillåt inte överhettning av elmotorn, grafitborstar, överskrid inte den tillåtna belastningen på kvarnen;
- använd utbytbara skärhjul med lämplig diameter;
- förhindra att smuts, sand, fukt och främmande föremål kommer in i vinkelslipens kår;
- övervaka smörjmedlets tillstånd i växellådan och lagren - dess brist eller utbrändhet kommer att leda till en ökning av belastningen på den elektriska delen av verktyget;
- undvika att arbeta i ett överbelastat nätverk, till exempel när svetsmaskinen är igång.

Professionell rådgivning
Några professionella råd hjälper till att förhindra brott på sliparmaturen och förlänga livslängden på elverktyget. Förhindra att damm och smuts kommer in i fodralet:
- använd en byggdammsugare för att ta bort damm när du sågar icke-metalliska material;
- spill vatten över det skurna området, vilket minskar stoftutsläppen;
- stäng luftintagsgallren med gasväv eller en bit nylonstrumpbyxor, byt / rengör regelbundet denna isolering;
- justera växellådan så att hjulets rotationsriktning riktas "bort från dig" - damm och andra sågprodukter kommer att riktas bort från luftintagsgallren;
- Placera inte vinkelslipar på marken, i sand, lera eller på våta ytor.

Tips för att arbeta med en kvarn:
- sänk ned skärskivan i materialet långsamt, utan tryck;
- hjälp sågning genom att flytta kvarnen framåt och bakåt;
- jämför skärvolymen och materialegenskaperna med slipmaskinens tekniska egenskaper och kraft;
- om hastigheten kan justeras, klipp inte med låg hastighet för länge.

För information om hur man kontrollerar slipmaskinens ankare, se nästa video.













Kommentaren skickades.