Allt om kapsågar

Sågen anses vara den mest effektiva för jobbet om den är utrustad med ett sågblad. Kvaliteten på själva skärningen, arbetshastigheten, såväl som andelen avvisade element och närvaron av avfall, beror till stor del på det korrekta valet av denna cirkel. Beroende på egenskaperna hos denna enhet särskiljs längsgående och tvärgående typer av sågning.
Sågningstyper
Sågen är ett skärande och vasst verktyg med ett stort antal blad som kan arbeta i ett slutet snitt. Ett skär är ett ganska smalt gap som uppstår i trä när man skär spån med vassa tänder på ett arbetsredskap. Vanligtvis skiljer sig sidoväggarna från snittet, såväl som botten, det är med dem som bladet interagerar. Beroende på lutningsvinkeln och sågens placering i förhållande till virket urskiljs flera typer av sågning.
- Längsgående. I detta fall är planet parallellt eller ungefär parallellt med träfibrerna. Sågningsramar fungerar enligt denna mekanism, liksom band- och cirkelsågar som används för att såga stockar, samt balkar till brädor, när materialet skärs i längdriktningen både på längden och på bredden.
- Tvärgående. Här är sågen placerad vinkelrätt eller ungefär vinkelrätt mot fibrerna. I det här fallet utförs själva sågningen manuellt med kapsågar och bågfilar, såväl som på geringsmaskiner. Denna metod för bearbetning av träfibrer används för att skära i runda ämnen, ta bort trädefekter, samt för att ge timmer den erforderliga kvaliteten och dimensionerna.
- Blandad. I detta fall kan verktygets plan placeras i intervallet från 10 till 80 grader i förhållande till träet.



På tal om vilken skärmetod som är bättre, bör det noteras att tvärsågningen anses vara mer förenklad, eftersom detta schema inte har en komplex växellåda, som krävs för att rotera axeln med 90 grader, växlarna fungerar mycket mer effektivt, tack för vilka kapsågarna är mer hållbara, är risken för att motorn kommer ur trimning mycket lägre och totalt sett håller instrumentet längre.
Samtidigt bör det förstås att vissa typer av arbeten inte kan utföras på annat sätt än längsgående. Det är därför det är värt att uppehålla sig mer i detalj på huvudparametrarna för ripsågning.


Egenheter
Rivsågning är en sågningsprocess som löper parallellt med träets naturliga ådring. I det här fallet används cirkulära skivor, där framtänderna lutar, deras spetsiga kanter skär effektivt fibrerna, de börjar flagna och bilda sågspån. I processen med sådan bearbetning uppträder ofta oregelbundenheter på ytan av en trädel, såväl som mossighet och skåror - deras utseende förklaras av egenskaperna hos fibrerna som bildas under trädets liv.
Den slutliga ytprofilen påverkas av hur skäret breddas, samt storleken på avsättningen och formen på tänderna. Vanligtvis är de senare skärpta som en triangel, så du kan arbeta med en sådan skiva bara i en riktning.

Sågbladsdesign
Att välja rätt blad för effektiv klyvsågning.Det noteras att ju större tänderna är, desto lättare är en sådan sågning (som jämförelse, när man arbetar med tvärsnitt, verkar stora tänder väldigt grovt och bokstavligen river trä, vilket leder till flis). Hålrummen mellan sådana tänder måste också vara så djupa som möjligt - i det här fallet kommer borttagningen av spån att vara av bättre kvalitet. Det optimala antalet tänder för längsgående skärning varierar från 20 till 24 stycken.
Om du i ditt arbete behöver utföra båda typerna av sågning, är det bättre att föredra verktyget på cirklar med medelstora tänder, totalt 46–48 stycken.


Fintandade skivor bör inte användas när du arbetar med rivsnitt, detta är fyllt med en minskning av arbetshastigheten, betydande överhettning av enheten och sådana obehagliga konsekvenser:
- sågbladet börjar glöda;
- sågen går ofta i sidled från skärlinjen;
- i områden med överhettning börjar materialet "svälla" och friktionen ökar avsevärt;
- sågen deformeras och ser mer ut som en propeller än en skäryta.
För att minska sannolikheten för snabb överhettning görs små slitsar och hål i sågbladet, som fungerar som termiska kompensatorer. De är vanligtvis placerade på kanten längs radierna.



På vissa modeller är de delvis fyllda med kopparföreningar, vilket minskar ljudnivån och hjälper till att snabbt kyla motorn. Såghjul hälls vanligtvis från en metall (de kallas monolitiska) eller med inkludering av lödningar från olika hårda legeringar. Vart och ett av alternativen har sina egna för- och nackdelar.
- Monolitisk, som regel, blir snabbt matt, så de måste skärpas och korrigeras. Denna procedur är dock ganska enkel och okomplicerad, så det är fullt möjligt att utföra det själv hemma. Typiskt används sådana blad för både riv- och tvärsnitt. Kostnaden för sådan utrustning är ganska överkomlig.
- Karbid cirklar är mycket dyrare, samtidigt är tiden för deras användning tills den allra första skärpningen längre. Slipning av detta verktyg kan endast utföras på specialutrustning. Trots detta är det dessa dukar som är mer efterfrågade bland konsumenterna, eftersom deras kostnad betalar sig mycket tidigare än behovet av skärpning uppstår. Hårdmetallhjul fungerar inte bara bra på trä, utan även på material som metall, laminat eller pressad skiva.



Särskild uppmärksamhet bör ägnas åt flera parametrar för elektriska sågar för längsgående användning.
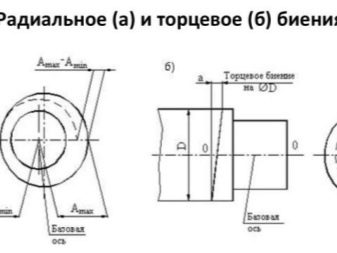
- Radiell eller ansiktsrunout. För att utföra särskilt noggrant arbete är en av de viktigaste indikatorerna cirkelns avvikelse från huvudskärplanet. Om det finns en radiell eller ändslag, kan det störa skärpans skärpa. Det optimala tillåtna utloppet är 0,15 mm, och modellerna av högsta kvalitet har en parameter inom 0,05 mm.
- Tänk på att rivskärningar inte bör göras med geringssågblad, de har en annan rörelsebana för bladet i trädelen. Till exempel är hjulen för pendelverktyg vanligtvis i en negativ vinkel - detta minskar belastningen på motorn, och skäreggarna är snabbare och enklare. Som ett resultat ökar effektiviteten jämfört med en skiva med tänder placerade i en positiv vinkel. Om en sådan skiva blandas längs pendelns bana, kommer sågen helt enkelt att skära in i fibrerna utan de skarpaste delarna av tänderna. Allt detta leder till en ökning av belastningen på motorn, överhettning och en minskning av arbetseffektiviteten. Om skivor med negativt vässade tänder används för en cirkulär platta, kommer träet att börja avvisa, och sågspånet kommer inte ut bra - i det här fallet är snittet mycket långsammare.

Valfria subtiliteter
Ripsågar köps bäst från specialiserade butiker. - till skillnad från små butiker kommer här produkten med en komplett instruktion och beskrivning för användarna, och säljarna har nödvändig kunskap och kan ge detaljerade råd. Var noga med att studera informationen på själva skivan. Vanligtvis anger här, med hjälp av pilar, skärriktningen (tvärs eller längs), såväl som den maximala skärhastigheten i varv och lutningsvinkeln för tänderna. Vanligtvis betecknas en negativ vinkel som neg och en positiv vinkel som pos. En bokstav anges vanligtvis framför dessa beteckningar - den indikerar gradens storlek.
Det är nödvändigt att visuellt inspektera skivan och kontrollera dess kvalitet. Tänk på att till exempel trubbiga tänder kan slipas, men om kroppen visar sig vara svag går det inte att rätta till denna defekt.


Se till att kontrollera kvaliteten på slipningen. Om sågbladet är bra, kommer uttalade slipcirklar att avvika från mitten till kanterna. De indikerar att efter stämpling var ett sådant hjul nödvändigtvis kalibrerat, sedan polerat och fört till det mest effektiva arbetstillståndet.
Om hjulen är billiga, utsätts de vanligtvis inte för ytterligare förfining, maximalt poleras hela arket. Harts med spån fastnar på en dåligt slipad yta, vilket avsevärt stör arbetet.
I dyrare modeller av elektriska sågar appliceras inskriptionerna med en laser, så att markeringen förblir under hela användningsperioden, vilket är mycket viktigt för den efterföljande skärpningen av verktyget.



Se nästa video för mer information.













Kommentaren skickades.