Funktioner för tillverkning av expanderade lerbetongblock

Tillverkning av expanderade lerbetongblock är mycket praktiserad i dessa dagar. Men i sådan produktion är det nödvändigt att ha specialutrustning, verktygsmaskiner och teknik, viktiga proportioner av material. Att veta hur man gör dessa block med sina egna händer kan människor eliminera många misstag och få en högkvalitativ produkt.


Nödvändig utrustning
Produktionen av lätta aggregatbetongblock börjar alltid med förberedelserna av den nödvändiga utrustningen. Hon kan vara:
- köpt;
- hyrs eller leasas;
- handgjord.


Viktigt: hemgjord utrustning är endast lämplig för de enklaste industrierna, främst för att täcka sina egna behov. I alla mer komplexa fall måste du använda egna enheter. Standarduppsättningen av installationer inkluderar:
- vibrationsbord (detta är namnet på maskinen för att förbereda den initiala expanderade lermassan);
- betongblandare;
- metallpallar (dessa kommer att vara formar för den färdiga produkten).
Om du har tillgängliga medel kan du köpa en vibrokompressionsmaskin. Den ersätter framgångsrikt både de formande delarna och det vibrerande bordet. Dessutom behöver du ett förberett rum. Den är utrustad med ett plant golv och en extra torkplats, separerad från den huvudsakliga produktionsplatsen.
Endast under dessa förhållanden kan den optimala produktkvaliteten garanteras.



Vibrationsbord kan ha dramatiskt olika prestanda. Externt liknande enheter är kapabla att producera ofta från 70 till 120 produktionsenheter per timme. För hushållsbruk och även för små byggföretag räcker det med enheter som utgör upp till 20 block per timme. Det är värt att notera att i de två sista fallen, istället för att köpa en färdig maskin, gör de ofta en "värphöna", det vill säga en enhet som innehåller:
- en formlåda med en borttagen botten;
- sidovibrationsenhet;
- handtag för demontering av matrisen.
Själva matrisen är gjord av plåt med en tjocklek på 0,3-0,5 cm. Ett arbetsstycke skärs från ett sådant ark med en reserv på 50 mm, vilket behövs för stampningsprocessen. Viktigt: svetsarna placeras på utsidan så att de inte stör blockens normala geometri.

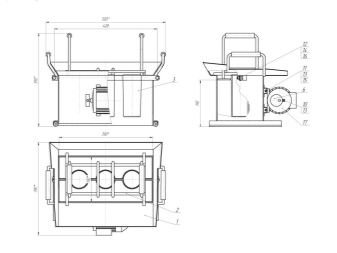
Du kan öka stabiliteten hos en hemmagjord enhet genom att svetsa en remsa, som är gjord av ett icke-tjockt profilrör. Omkretsen är vanligtvis täckt med gummiplattor, och motorerna i gamla tvättmaskiner med förskjutna tyngdpunkter används som en vibrationskälla.
I en professionell solid version används betongblandare med en kapacitet på minst 125 liter. De ger nödvändigtvis kraftfulla blad. Ett vibrerande bord av märket med icke-borttagbara former är dyrare, men det är lättare att använda än en hopfällbar design. Utan svårighet kan alla operationer på sådan utrustning nästan helt automatiseras.
Dessutom, på seriösa fabriker, köper de nödvändigtvis seriella gjutningspallar och spenderar tiotusentals rubel på sin uppsättning för en komplett produktionsutrustning - men dessa kostnader betalar sig snabbt.

Materialproportioner
Oftast för produktion av expanderad lerbetongblandning:
- 1 andel cement;
- 2 delar sand;
- 3 delar expanderad lera.
Men detta är bara riktlinjer. Proffs vet att delkvoterna kan variera avsevärt.I det här fallet styrs de av syftet med att använda blandningen och hur stark den färdiga produkten ska vara. Oftast tas Portlandcement för arbete inte värre än märket M400. Att tillsätta mer cement gör det färdiga varan starkare, men en viss teknologisk balans måste ändå iakttas.


Ju högre kvalitet desto mindre cement krävs för att uppnå en viss hållfasthet. Därför försöker de alltid ta Portlandcement av högsta kvalitet för att få de lättaste möjliga blocken.
Förutom att observera de formella proportionerna bör du vara uppmärksam på kvaliteten på vattnet som används. Den måste ha ett pH över 4; använd inte havsvatten. Oftast är de begränsade till vatten som lämpar sig för dricksbehov. Vanliga tekniska, tyvärr, kanske inte uppfyller de nödvändiga kraven.
Kvartssand och expanderad lera används för att fylla blandningen. Ju mer expanderad lera, desto bättre kommer det färdiga blocket att behålla värmen och skydda mot främmande ljud. Det är nödvändigt att ta hänsyn till skillnaden mellan grus och krossad expanderad lera.
Alla fraktioner av detta mineral med partiklar mindre än 0,5 cm3 klassificeras som sand. Dess närvaro i blandningen är inte en nackdel i sig, men är strikt normaliserad av standarden.

Tillverkningsteknik
Förberedelse
Innan du gör lerbetongblock med dina egna händer hemma bör du skapa optimala förhållanden för produktion. Rummet väljs i enlighet med storleken på maskinerna (med hänsyn till nödvändiga passager, kommunikationer och andra områden).
För sluttorkning förses ett kapell i det fria i förväg. Storleken på kapellet och dess placering bestäms givetvis direkt, med fokus på produktionsbehov. Först när allt är förberett, installerat och konfigurerat kan du börja huvuddelen av arbetet.


Blanda komponenter
Börja med att förbereda en lösning. Blandaren är laddad med cement och lite vatten hälls i den. Vilken bestäms av teknologerna själva. Allt detta knådas i några minuter, tills fullständig homogenitet uppnås. Först i detta ögonblick kan du introducera expanderad lera och sand i portioner, och i slutet - häll i resten av vattnet; en högkvalitativ lösning ska vara tjock, men behålla en viss plasticitet.


Formningsprocess
Det är omöjligt att överföra den beredda blandningen direkt i formarna. Det hälls först i det medföljande tråget. Först då, med hjälp av rena hinkskyfflar, kastas de expanderade lerbetongämnena i formar. Dessa behållare måste själva ligga på ett vibrationsbord eller monteras på en maskin med vibrationsdrivning. Tidigare måste formarnas väggar beläggas med teknisk olja (working off) för att underlätta utdragningen av blocken.
Fin sand hälls på golvet. Det låter dig utesluta vidhäftning av gjuten eller spridd betong. Fyllningen av formerna med lösningen bör utföras jämnt, i små portioner. När detta är uppnått startas omedelbart vibrationsapparaten.
Cykeln upprepas sedan omedelbart tills volymen når 100 %. Vid behov pressas ämnena ner med ett metalllock ovanifrån och hålls i minst 24 timmar.


Torkning
När dagen går behövs blocken:
- dra ut;
- sprid ut på ett utomhusområde med bibehållen avstånd på 0,2-0,3 cm;
- torka tills standardmärkets egenskaper uppnås i 28 dagar;
- på vanliga metallpallar - vänd på blocken under hela processen (det finns inget sådant behov på en träpall).
Men i varje skede kan det finnas några subtiliteter och nyanser som förtjänar en detaljerad analys. Så om expanderad lerbetong behövs så torr som möjligt, ersätts vatten med "Peskobeton" och andra speciella blandningar. Materialhärdning även vid användning av en vibrerande press tar 1 dag.


För självförberedelse av expanderade lerbetongblock på ett hantverksmässigt sätt tar de:
- 8 andelar expanderat lergrus;
- 2 delar raffinerad fin sand;
- 225 liter vatten för varje kubikmeter av den resulterande blandningen;
- 3 ytterligare delar av sand för att förbereda det yttre texturerade lagret av produkter;
- tvättpulver (för att förbättra materialets plastegenskaper).


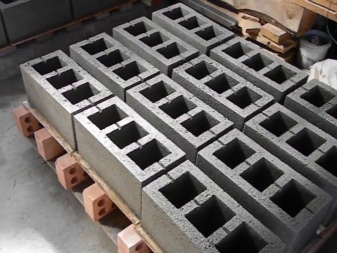
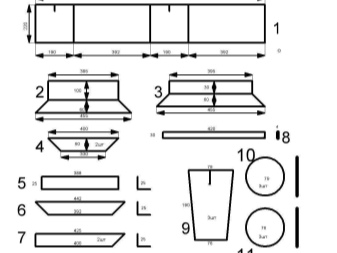
Gjutning av expanderad lerbetong hemma utförs med hjälp av halvor av plankor i form av bokstaven G. Tjockleken på trädet bör inte vara mer än 2 cm. Oftast, i sådana fall, produceras de mest populära blocken med en massa på 16 kg, dimensioner på 39x19x14 och 19x19x14 cm. På seriösa produktionslinjer kan naturligtvis storlekarna vara mycket mer varierade.
Viktigt: det är absolut omöjligt att överskrida den angivna mängden sand. Detta kan leda till irreversibel försämring av produktens kvalitet. Hantverksramning av block görs med en ren träbit. Samtidigt övervakas processen för bildning av "cementmjölk" visuellt. För att förhindra att blocken förlorar fukt snabbt och okontrollerat under torkningsprocessen måste de täckas med polyeten.


Funktioner för tillverkning av expanderade lerbetongblock, se videon nedan.













Kommentaren skickades.