Tappnycklar översikt

Kranen är som en "omvänd tärning". Det är inte den yttre gängan (på slät armering eller tråd) som skärs, utan den invändiga gängan (i ett borrat arbetsstycke för en mutter, ett ämne). Kranhållaren kännetecknas av en mekaniserad applikation (i en skruvmejselchuck) eller manuell (ett vred).


allmän beskrivning
Den manuella krankragen finns i rak och L-formad design. Huvudkomponenterna i kranhållaren är:
- prismatisk ram;
- statiskt handtag;
- ett löstagbart handtag med spärrhake som fixerar lägesändringen när man vrider en viss vinkel.
Som ytterligare delar - rörliga dynor och en anordning för deras immobilisering som en del av justerbara kranhållare.


På grund av sin standardiserade form i form av ett fyrkantigt element (enligt standarderna för GOST nr 3266) är kranhållarna på marknaden för verktyg enhetliga. De är kompatibla med vänster- och högergänga och fungerar på tum- och metriska fräsar. Enligt designen kan hållaren för kranen vara med en platt eller L-formad hållare, med en radiell eller axiell rörelse av skäraren, med möjlighet att justera den fria sektionen för svansen.

Kranhållaren har en, två eller tre landningssektioner - i enlighet med diametern på det gängade spåret som ska skäras. Axiell rörelse förutsätter verktygsändens utförande och fungerar med extremt begränsad fri tillgång till skärområdet.
Ändtappshållaren kräver mer ansträngning vid skärning - för att underlätta arbetet är en spärr inbyggd i verktyget, som på ett tillförlitligt sätt fixerar fräsen för att flytta handtaget.

Visningar
När det gäller storleken (innerdiametern) på det gängade hålet, enligt den inhemska GOST, skiftnycklar för kranar i intervallen M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, M8-M25 och ett antal andra är utbredda på marknaden ... Ju kraftigare och tjockare ratten är, desto mer kraft kan befälhavaren applicera på kranen. Utöver de tidigare nämnda ändtapphållarna finns det på handskärmarknaden en hållare för en prismakran, såväl som en universal.


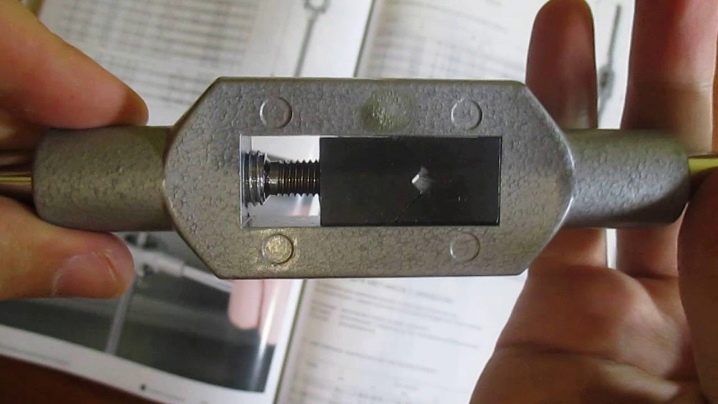
Prismatisk kranhållare - två överlägg i ramen, medan den ena passar in i den andra, som delar av en mosaik eller pussel. Rektangulära prismor, som har stängts, bildar ett ledigt kvadratiskt gap i mitten, i vilket en skärare med ett skaft av samma form och storlek sätts in.
Detta liknar vevvagnssystemet på en cykel: Fästningen av pedalerna på bussningsmekanismens axel är i detta fall ett fyrkantigt gap i vilket vagnstången sätts in (och dras åt med en mutter eller bult).

Kranen beter sig på samma sätt när den sitter fast i kranhållaren. Åtdragning av skaftet i hållaren görs med hjälp av de justerbara rattstängerna.
Den universella kranhållaren är samma prismatiska glidande hjälpverktyg. För fogarbete med ändspärrkran medföljer hållaren en adapter utrustad med en sådan spärrhake. Detta tillåter användningen av båda typerna av facklor som diskuterats tidigare, utan att den valda brännaren är beroende av typen av skiftnyckelhållare.


Hur gör man själv?
Den enklaste hållarknoppen görs på följande sätt.
- Borra ett hål för M10-bultar i mitten av ett stycke (till exempel 5 cm) av en fyrkantig armeringsjärn med ett tvärsnitt på till exempel 400 mm2 (sidan av kvadraten är 20 mm).I detta exempel används en vänstergängad kran på en M10 mutterskaft. Hålet för kranen borras strikt i mitten (mitten) av stångstycket. Är hålets djup hälften eller? tjockleken på stången. Till exempel borras en 20 mm stång upp till 10...13 mm.
- Använd en annan kran för att skära av gängorna i detta mitthål. Det rekommenderas att skära den vänstra - den högra skulle störa arbetet med en sådan skiftnyckel, skäraren skulle skruvas loss när man skär ämnen. Skruva i kranen, se till att den "sitter" där säkert.
- I ändarna av en stång, borra samma hål för rattens tvärstänger, till exempel upp till 1 ... 1,5 cm djup. Klipp en liknande tråd i dem.
- Skruva fast dubbarnas längder i sidohålen. Till exempel är längden på varje 10 cm. Sätt på dem - för att underlätta användningen - värmekrympbara rör eller en bit vanlig tunn slang.

Tips: Håll noga till rakhet vid borrning. En lutning på minst en grad åt vardera sidan kommer att orsaka olägenheter under drift och kommer att bidra till mer intensivt slitage på både brännaren och hållaren. Det rekommenderas att allt arbete med borrning utförs på en borrmaskin, på vilken borrslagets fyrkantighet (vinkelräthet) redan är inställd på fabriken.
Om hållarens bas är gjord av stålkvalitet, som används för tillverkning av konstruktionsbeslag A400-A500, kan den efter kapning och testning av hållaren härdas i maskinolja - som härdning av hemmagjorda knivar, sågar och yxor. Härdat stål är många gånger mer slitstarkt än ohärdat stål. Att anlöpa vredet gör fixturen hållbar. Alternativt rekommenderas att skaffa lite verktygsstål - använd till exempel en trasig stor skiftnyckel eller tång som ett ämne för en skiftnyckel. Borrning och sågning av kragbasen utförs med en borr och en diamantbelagd skiva.


Tillverkningen av en prismatisk hållare är något mer komplicerad. Halvorna av klämplattorna, som drivs av skiftnycklarna, slipas på en fräsmaskin, vilket i hög grad kommer att underlätta denna bearbetning av skiftnyckeln med en CNC-maskin. Användningen av laser- och frässkärning är ungefär densamma - precisionen hos CNC-enheter gör det enkelt att kopiera ett stort antal identiska delar. Halvorna som pressar kranen är gjorda av en tjockväggig platta (10-20 mm) av stålplåt.


Vidare är halvorna placerade i en ram svetsad av en U-profil, i vilken hål borras för de manuella halvorna av veven. Men halvorna kan anslutas utan ram - samma gängade stänger på skiftnyckeln ger den den mest stabila positionen, tack vare vilken kranskaftet kläms ordentligt. Halvorna av klämman borras motkoaxiellt: de inskruvade stiften, som mästaren tar vid gängning av arbetsstyckena, passerar genom den första halvprismat - från ena sidan - och hälften går in i den andra.
Den icke-spärrmekanism är mycket lättare att tillverka, eftersom spärrhaken också skulle kräva en del i vilken ett eller två kullager är installerade. Som praxis visar är det viktigaste att säkerställa att hållarknappen är användbar och hållbar i många år. Den sofistikerade designen på lager är en lösning för hantverkare som har klarat den första nivån av erfarenhet av att tillverka handverktyg på egen hand i ett garage.














Kommentaren skickades.