Allt du behöver veta om kranhållare
För finsmakare av olika typer av verktyg och de som organiserar personliga workshops är allt som finns att veta om kranhållare extremt viktigt. Anmärkningsvärt är den universella kranhållaren med och utan spärr, modellerna M3-M12, M6-M20 och andra storlekar. Det är också användbart att ta reda på hur man gör det själv.


allmän beskrivning
Det finns många handverktyg tillgängliga. Men även mot den allmänna bakgrunden sticker kranhållaren ut. Den här enheten är utformad för att fästa kranens svans, så att du sedan kan klippa gängorna ordentligt. Gängblocket monteras precis i hållarenheten. Efter detta sätts den i rörelse (roterar).

I det här fallet är trådningen ganska enkel och säker. Oftast hör detta verktyg till den universella kategorin. Enheten är lämplig för manuellt kalibreringsarbete (med skapandet av invändiga gängor). Utan ett sådant hjälpelement är det mycket svårt att utöva den nödvändiga ansträngningen och samtidigt inte störa någonting. Kranhållare garanterar jämn, utan den minsta förvrängning, vridning av samma kranar, och håller den i ett normalt läge med avseende på axialplanet.

En kranhållare från fabrik är generellt sett bättre än en egentillverkad liknande. Det finns olika typer av nyanser i dess design. Den allmänna standarden på komponenterna har dock utarbetats ganska säkert, och deras mer eller mindre typiska sammansättning finns i vilken produkt som helst. Vi pratar om:
-
fast handtag;
-
rörliga skorpor;
-
ramar i form av ett prisma;
-
infällbara handtag, ibland kompletterade med en spärr;
-
goujons (block som gör det möjligt att fixa kex).

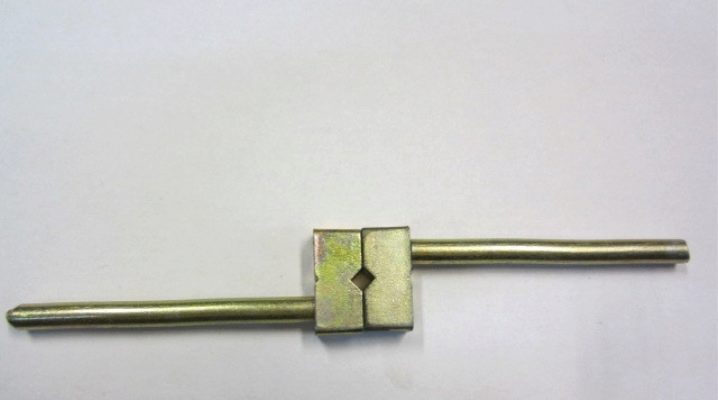
Typisk geometrisk form av kranhållaren är en kvadrat. Storleken på kranskaftet anges i GOST 3266 från 1981. Formellt hänvisar den här standarden dock till själva kranarna – men det är ganska logiskt att koppla den till hållaranordningarna. Kranhållare har ibland 2 eller 3 fickor för en mängd olika verktygsalternativ, men det finns även modeller med 1 hylsa.

Vad är dem?
Efter form
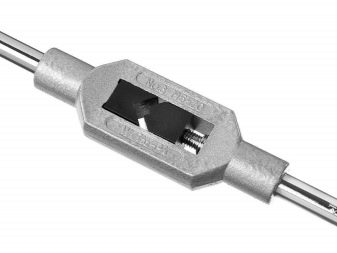
De geometriska egenskaperna hos kranhållarna gör det möjligt att skilja mellan platta och kantiga modeller. Standardstrukturen som beskrivs ovan är för modeller med radiell rotation. Änd-T-formade anordningar utmärker sig av det faktum att ökning av gängdjupet måste applicera mer och mer kraft. Alla sådana armaturer är som standard gjorda med en spärr, vilket garanterar en stabil position av kranhållaren vid ompositionering av vridhandtagen; denna lösning är lämplig för arbete i trånga utrymmen.


I kranens rotationsriktning
Det är inte fråga om radiell eller axiell rörelse av den arbetande delen av kranhållaren under drift. Själva kranarna kan röra sig medurs. Deras huvudfunktion är att höja trådarna från vänster till höger riktning. Om den rör sig i motsatt riktning, bör vridningen gå moturs. På detta är dock graderingen av de producerade kranhållarna långt ifrån uttömd.

I vissa fall är det viktigt att hålla ett stabilt vridmoment. För detta ändamål är tarerade manuella vevar idealiska. Det blir inga problem även med fel val av hålens tvärsnitt eller bearbetning av särskilt hårda delar. Verktyget kommer helt enkelt att glida och kranen kommer att vara tillförlitligt försäkrad mot skador.Sammansättningen av den kalibrerade anordningen inkluderar en kropp.

Detta hus har en genomgående passage för att fästa handtag. Själva handtagen är böjda. Stål med medelstora kolhalter eller stål mättade med en stor mängd kol frigörs för deras tillverkning. Tryckhylsan är rörlig. En fyrkantig öppning för skaftet placeras på en av dess ändar.
En returfjäder finns också. Den anpassar sig till ett strikt definierat vridmoment. Kex är uppdelade i 2 eller 4 element. Den andra typen kännetecknas av ökad funktionalitet och enkel anpassning. Eftersom delarna av kexen flyttas sekventiellt kommer alla ytor på fyrkanten att förändras på samma sätt.

Noggrannheten i arbetet påverkas av proportionen mellan verktygets sektion och sitsens längd. Platta breddade skiftnycklar tillåter inte noggrann vidhäftning av riktningen. Särskilt precisionsverktyg tillverkas av härdat verktygsstål. Hur väl fjädern har kalibrerats kan också vara avgörande. Om den är för tjock överskattas vridmomentet och vid gallring tar det för lång tid att skära av gängan, vilket utsätter verktyget för hårt slitage.

En universal tapphållare är en som är utformad för att skära av vilken gänga som helst. Normalt rör den sig i en cirkel. Den statliga standarden tillåter användning av särskilt starkt verktygsstål i en universell fixtur. En undermålig apparat kan vara gjord av sämre metall. Tillsammans med manuella modeller finns det även modeller för en svarv.

Sådana enheter tillverkas av många företag. I vissa fall är det mer korrekt att använda modeller med vridmomentbegränsning. Ett par matchande kammar sätts in i kroppen och hylsan. Innan du börjar träda måste metallborttagningsmängden ställas in. När det inställda värdet överskrids slutar kammarna att koppla in och slirningen börjar.
Spärrhållarna som redan nämnts ovan kan också tillverkas i spännhylstyp. Sådana produkter är lämpliga för att forma djupa trådar i små delar. Backapparaten är bra genom att den låter dig backa lite och förfina små utelämnanden, för att åter passera genom ett redan arbetat område.

Den förstärkta hållarenheten är lämplig för särskilt ansträngande arbete. Han brukar inte gå sönder bara så och fungerar väldigt effektivt.
Mått (redigera)
Kranhållare M3-M12 har storlekar från 3 till 12 mm, respektive. Den är gjord av konstruktionsstål. Och även typiska intervall skulle vara:
-
M6-M20;
-
M6-M24;
-
M8-M24;
-
M8-M27.

Hur använder man det på rätt sätt?
De fabrikstillverkade hållaranordningarna har ett avtagbart lock. Mekanismen för att justera torget är gömd under den. Genom att arbeta med en speciell skruv ändras djupet på platsen för kexen. Skruven har ytskåror för att eliminera fel. Som nämnts är mängden metall som avlägsnas kritisk.
Denna indikator beror på materialets bräcklighet. Gjutjärn är ömtåligare - och för det reduceras sådana ersättningar. Brott mot denna regel hotar med överdrivet slitage och förstörelse av verktyget i en version och i en annan utveckling av händelser - förstörelsen av själva delen eller dess partiella deformation.

Med rätt inställning förloras kamingreppet i tid. Som ett resultat slutar enheten att fungera i exakt rätt ögonblick.
Hur gör man själv?
I vissa fall är ett hemgjort verktyg fortfarande inte så dåligt. Och för privata behov fungerar det ganska effektivt. Förutom muttern behöver du bultar eller dubbar för den. Storleken på delarna måste vara proportionell, annars kan det inte vara tal om något normalt arbete. Hål i muttern (hylsan) erhålls med hjälp av metallborrar.
Den erforderliga borrstorleken uppskattas med ett nockmått. Markera sedan de mellersta delarna av passagerna med en mittstans.När markeringen är över fixeras arbetsstycket med ett skruvstycke och hål borras. Sedan tar de en kran av lämplig storlek och förlänger spåren inuti kopplingsmuttern med den.

En skiftnyckel kan användas för att hålla skärverktyget stadigt på plats.
Bultar dras åt på båda sidor. Det finns några fler nyanser som gör att du kan fästa kranarna i skiftnyckeln mer effektivt. Det rekommenderas att dra åt bultarna så hårt som möjligt. Samtidigt måste märkningsanordningen vara tydligt i vertikalplanet. Ett annat alternativ är att installera ett par låsmuttrar, som dras åt vid montering av kranen; en öppen skiftnyckel hjälper till att göra detta.


Vissa hantverkare förbättrar kvarhållningen av skaften genom att använda räfflade bultar. De är förberedda med en vinkelslip. Med en liten mängd arbete hjälper en hushållsmapp också; vinkeln på spåren bör i alla fall vara 90 grader. De gängade utsprången på bultarna kan enkelt täckas med gummislang eller värmekrympslang, vilket ökar användarvänligheten för verktyget. Huvudens vassa kanter är rundade; om det inte finns någon smärgelmaskin, utförs sådan manipulation på en enkel kvarn.

En alternativ lösning innebär att skära av ett par identiska segment från ståltorget. Deras längd är 7-8 cm. Sedan placeras ett arbetsstycke ovanpå ett annat, vilket lämnar en viss överlappning. Fixering görs med tejp eller maskeringstejp. Ett par hål borras i ämnena.
Kanaler behöver träs. Vidare utförs dockningen redan stelt (med bultar). En annan passage förbereds i mitten. Den halvfärdiga produkten tas isär igen och modifieras med en triangulär fil.

För att sätta in kranen måste du först skruva loss bultarna och sedan fixa dem igen som förväntat.
Hur man gör en kranhållare med egna händer, se videon.













Kommentaren skickades.