Hur använder man en mikrometer?

Det finns situationer när du behöver veta den exakta storleken på en del, ner till hundradelar eller till och med tusendels millimeter. Sådana är till exempel precisionsmekaniska instrument, där nästan varje mikrometer är viktig. För detta används enheten med samma namn, där betoningen faller på en annan stavelse.

Regler för användning av olika typer
I sin enklaste form är en mikrometer en mätanordning med minst tre linjaler. En, den huvudsakliga, räknar hela millimeter. Den andra, förskjuten med en halv millimeter i förhållande till den första, låter dig mäta delens bredd (tjocklek, höjd) med en noggrannhet på 500 mikron. Den tredje, gängad, har en referenspunkt (noll), i förhållande till vilken trumman roterar. Den roterar runt enhetens huvudaxel - och har 50 divisioner, liknande millimeter. I detta fall är mätnoggrannheten 10 μm (0,5 mm / 50 = 0,01 mm). Den enklaste analoga (mekaniska) mikrometern arbetar på ett skruvpar, som är en mikroskruv, i vilken arbetsstycket, tråden eller plåtstycket som ska mätas fastspänns.

Enhet
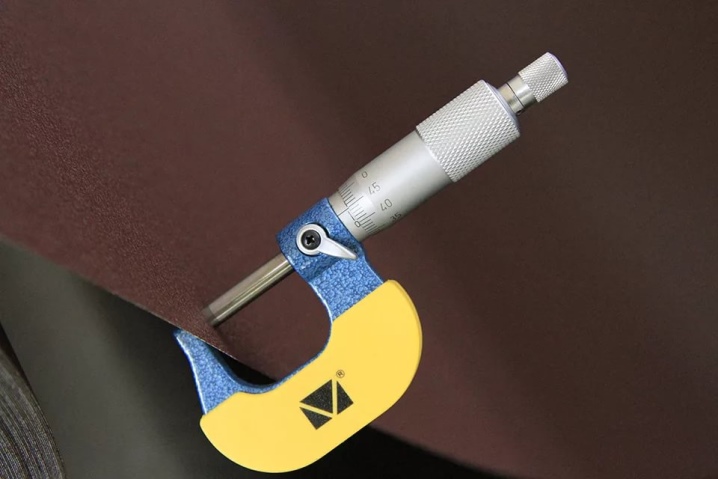
Användningsspecifika mikrometrar har sina egna egenskaper. Så, en slät mikrometer som mäter 0–25 mm med en mekanisk eller digital mätare består av följande delar.
- fäste - ett lagerelement för en fast del;
- stopp - fixerad i änden av fästet och strikt vinkelrätt mot ytan av den fastklämda delen;
- skruv - upp till tiotals gånger längre än fästet, roterar på en fast skruvbas och är också vinkelrät mot den fastklämda delen; den rör sig inom mätområdet lika med 2,5–7,5 cm för mekaniska mikrometer;
- propp - förhindrar att skruven dinglar;
- mätbas (stam) - innehåller två grova mätskalor (exakt till en halv millimeter); det ser ut som en ihålig cylinder i vilken ett skruvpar roterar, som hålls av speciella fästelement;
- trumma - grunden för noggrann mätning, som roterar med skruven och innehåller en skala för noggrann mätning (upp till 0,01 mm);
- spärrhake - begränsar kraften som appliceras på den uppmätta delen;
- referensdel för verifiering - används för att justera en felinställd mikrometer; levereras med enheten.

Noggrannhetsklass
I vardagen är en noggrannhet större än 0,01 mm knappast användbar. Men i produktionen - särskilt i finmekaniska fabriker - och bland hantverkare med smal profil anses divisionspriset på 1 mikron (0,001 mm) eller 100 nm (0,0001 mm) som normen, vilket uppnås främst på mikrometer med digital skala. En ännu högre klass av noggrannhet som används vid tillverkning av nanomaterial som används till exempel i mikrokretsar - partiet är inte mikrometer, utan helt andra mekanismer och enheter.


Hur är andra typer av mikrometrar arrangerade?
Alla typer av mikrometrar fungerar på samma princip. Det mest kända användningsområdet är identifieringen av defekta delar som kan orsaka haverier i mekanismerna där de används. Men mätnoggrannheten - upp till 10 mikron - uppnås på olika sätt.
- I en spakmikrometer ersätts den roterande trumman av en pekare. Fördelen med en mätklocka är en ökning av hastigheten, genomströmningen i stadiet för att kontrollera delar med en mikrometer: det finns inget behov av att titta in i divisionerna.

- Räknemikrometer (typ klocka eller urtavla) - liknande de som används i elektromekaniska mätare och kassettbandspelare (eller spole-till-rulle) - kalibrerade och används på samma sätt som den klassiska. Rotation av siffror i räknaren utförs steg för steg. Att byta en siffra till en annan är uppdelad i 10 ytterligare divisioner (positioner) - tack vare räknehjulen, som ökar mätnoggrannheten från tio till en mikron.

- En särskilt noggrann sensor är installerad på digitala modeller, vilket ger en gradering i enheter av mikron. Fördel - mätnoggrannheten är 1 mikron, fel är praktiskt taget uteslutna. En sådan produkt är inte sämre än den tidigare typen - enhetens avläsningar läses upp nästan omedelbart. Det finns inget behov av att lägga till avläsningar - sensorer och en mikroprocessor utför framgångsrikt detta arbete "i farten".

- Lasermikrometrar är högre än digitala när det gäller noggrannhet. Laserstrålen döljs av delen, den fångas upp av en högprecisionsfotomatris, som skickar den resulterande strålavböjningen till ADC:n och sedan till processorn och displayen. Mätningen tar mindre än 1 sekund.
Men lasermikrometern tål inte stötar och vibrationer och kräver regelbunden justering. Det är kritiskt även för det minsta damm, och de kommer inte att kunna mäta de inre måtten på delar.

För specifika uppgifter
Mycket specialiserade mikrometrar har sina egna egenskaper.
- Tandmätaren har stympad koniska munstycken, så att du kan bestämma gapet i spåren, måtten på tanden på ett kugghjul eller kugghjul. Teoretiskt är det möjligt att omvandla en vanlig (slät) mikrometer till en kodometer genom att installera speciella lock av en viss längd på skruven och hälen. Till formen liknar de försänkta skruvhuvuden - i det enklaste fallet kan de tillverkas av just sådana skruvar, sedan svetsas till hälen och skruven. Vid mätning subtraheras munstyckenas längd från den som mäts av enheten omvandlat på detta sätt. Detta kommer att lägga till en extra beräkningsåtgärd till mätningarna. Dessutom bör den ursprungliga mikrometern ha en propellerkraftreserv inte med 2,5 cm, utan mer, till exempel med 5–7,5 cm.
Engagera dig inte i amatörföreställningar - det är bättre att omedelbart köpa en färdig mikrometer-tandmätare, på vilken tillverkaren själv redan har justerat skalorna och noll.

- "Rör" mikrometern är efterfrågad bland anställda på ledningskontor. De mäter tjockleken på rörväggarna för att bestämma deras slitage. Den har adaptrar som låter dig mäta diametern och tjockleken på rörväggen, täckt med rost. Dessa fästen tillåter också detaljerad dimensionering av stumrör med variabel väggtjocklek. Det är lätt att avvisa rör och rör som har fått avvikelser från standardväggtjockleken med en "rör"-anordning vid gjut- och valsningsstadiet. Rörmikrometern skiljer sig från den vanliga (släta) mikrometern genom ett speciellt stopp (häl), som inte är placerat vinkelrätt utan parallellt med det fastklämda röret. Denna sond vidrör rörets inre yta punktvis, vilket säkerställer noggrann mätning. Mätåtgärder skiljer sig inte från åtgärder med en slät mikrometer: samma skruv och spärrtrumma, när den utlöses får du önskad diameter eller rörväggtjocklek.

- En plåttjockleksmätare har en grundare häl än en konventionell mikrometer, men skruven har ungefär samma diameter som skruven i en konventionell anordning. Graderingen här är mycket mer exakt än den för en konventionell produkt. Klammern vid "listometern" sträcks långt ut åt sidan, som ett långt U-format rör. Munstycken för en sådan anordning levereras i två versioner: smala (för motsvarande delar och ark) och långsträckta (mät tjockleken på breda och långsträckta arbetsstycken).
Det rekommenderas inte att mäta ark med en vanlig mikrometer - den kommer att trycka igenom dem med sin smala skruv. Här behövs kontaktytan flera gånger större än vid mätningar från lager och borrar.
- Den universella mikrometern kommer med fästen för olika typer av delar. Den mäter både diametern på lagerkulan och diametern på plåten med lika noggrannhet. Den har en stor propellerrörelsereserv - upp till 10 cm, vilket gör den "allätande": den kan mäta en kula, plåt, tvärgående dimensioner på profilstolpar och strukturer - och till och med mäta huvudet på en järnvägsräls från alla sidor.

- Tråd - lämplig för tråd, borrar, kulor och andra små delar med cirkulärt tvärsnitt, som lätt kan brytas av klämman på en vanlig mikrometer.

- Prismatisk - gör det möjligt att mäta tjockleken på knivbladets nedstigning. Munstycket för det är gjort i form av en kontur som upprepar spetsen med en 30-graders lutning. Enkelt uttryckt är det en dubbelklack med backar. Samtidigt är skruven spetsig, men dess spets är lite matt. Setet innehåller tillbehör för en annan nedstigningsvinkel, inklusive för "single-pitch" skärpning av blad, till exempel, som gräsklipparknivar.

- En spårmikrometer mäter djupet och diametern på hål som borrats i väggar och stöd. Mätningen utförs med hjälp av en speciell infällbar sond med ett litet lock i änden. Detta gör att befälhavaren, utan att över- eller omborra hålet igen, kan välja en lämplig självgängande skruv för honom.

- Gängmåttet mäter gängans djup. Den inkluderar inskruvade (och påskruvade) munstycken med avsmalnande ändar eller med tvåtandshuvud.

- Multiscale mikrometern har en extra skala. På avstånd liknar den en tjockleksmätare, men den har en betydande skillnad. Det är som två (tre, fler) mikrometer i en - identiska, klassiska mikrometriska mekanismer på en gemensam konsol som sträcks långt åt sidan. Med en kraftreserv på upp till 10 cm kan du mäta ett arbetsstycke med vinkel, T-stång eller rälsprofil i ett steg.
Alla profilstrukturer med en komplex tvärsnittsform, som påminner om en bokstav eller en enkel hieroglyf, är också mottagliga för accelererad mätning.

- Varmvalsning är en egenskap hos en metallurgisk anläggning. Det låter dig mäta tjockleken på en nyligen härdad produkt i den form som den ges. I stället för en skruv inkluderar en sådan anordning ett markeringshjul. Hälen är fjäderbelastad, har en tvärgående långsträckt (och inte rund, som i en enkel produkt) form. Funktionsprincip - mikrometern rullas över ett ark eller profil, vilket gör att du kan upptäcka defekter (spån, krökning) på en nygjuten ämne.

- Invändig mätare - fungerar tillsammans med maskinen när delen bearbetas på den inre ytan. Dess sonder, som har en jämn krökning och en landningsstorlek som minskar mot slutet, sätts in i den bearbetade delen av röret eller röret, eller någon annan del som roterar i maskinens fixeringsmekanism. Detta påskyndar vändarens arbete - det finns ingen anledning att ta bort delen från kvarnen dussintals gånger för att säkerställa att delen har fått önskad form.

Oavsett mikrometer - när du köper en produkt, be säljaren att kontrollera den. Det kommer att vara en betydande fördel att kontrollera diametern eller tjockleken på samma del med en annan, samma eller liknande anordning.
Noggrann kontroll under köpet är nyckeln till framgångsrik och långsiktig användning av produkten.
Hur ställer man in och kontrollerar noggrannheten?
Denna mätanordning är en av de som kalibreras utan att misslyckas innan mätningar tas, eftersom vi pratar om mikron, inte millimeter. Om du bär den utan fodral eller fodral kan ett oavsiktligt fall påverka noggrannheten. Verifieringstekniken, trots den skenbara komplexiteten hos en nybörjare, är väldigt enkel. Följ några steg för att nollställa en konventionell 0-25 mm mekanisk mikrometer.
- Se till att enheten är ren - kontrollera särskilt greppytorna på hälen och skruven. För att ta bort skräp och fett är ett rent pappersark bäst lämpat - placera det mellan klämmorna på enheten och vrid trumman tills det tar stopp.
- Snurra tillbaka trumman.Upprepa detta steg flera gånger efter behov, flytta papperet tills ytorna som ska stängas är klara. Justering utan att rengöra dessa ytor är omöjligt - fasta partiklar låter dig inte ställa in noggrannheten.
- Kontrollera att stödet och hälen är ordentligt fastsatta. De ska inte dingla. Om så inte är fallet måste instrumentet repareras, där fästet återigen är säkert fastsatt och parallelliteten mellan skruvens och hälens klämyta återställs.
- Skruva in trumman hela vägen utan delen - tills den 3:e, 4:e eller 5:e spärrhaken klickar. Se till att alla skalor är exakt i linje med nollmarkeringarna.
- Om till exempel märket på trumman inte sammanfaller med noll, justera basen (stammen) genom att vrida den med hjälp av specialnyckeln som medföljer i satsen. Skiftnyckeln används på ett instrument där skruven hålls kvar med en extra mutter eller en sekundär (stöd)skruv med en speciell urtagning.
- Kontrollera mätningarnas noggrannhet genom att hålla referensdelen med en mikrometer - i genomsnitt även upp till det 4:e klicket på spärrhaken. Det är genom detta som du kan kalibrera själva enheten. Mikrometern är framgångsrikt konfigurerad och klar för användning.
Viktig! Om du tappar enheten kommer den inte att orsaka mycket skada. Efter att ha kalibrerat dess nollmärken kan du använda den igen. Dessa enheter är gjorda av högkvalitativt verktyg och rostfritt stål.

Hur mäter man rätt?
En spärrhake är inbyggd i enhetens trumma. När man mäter tjockleken eller diametern på en del, så snart den kläms lätt av klämmorna, hörs det första klicket. Detta är "sanningens ögonblick" - sluta snurra på trumman och räkna den resulterande storleken i divisioner. Instruktionen är extremt enkel och ser ut så här:
- placera delen mellan skruven och stoppet;
- snurra trumman tills spärrhaken klickar.
Ytterligare skruvning i trumman med kraft efter att ha klickat på spärren kan lossa trummans spiralformade spår. Om detta felaktiga steg upprepas många gånger, kommer mikrometern att börja spela med tiden - trumman kommer att försämras. Ingen av de mest exakta nollningarna kommer att göra tillförlitligheten av mätningar på den orörd, fastställd av tillverkaren. Det blir omöjligt att mäta med en skadad enhet.


För tunna trådar gjorda av mjuka metaller och legeringar - till exempel koppar, aluminium, tenn, bly eller lödtråd - kommer mikrometerkuddarna att platta till tråden med 0,01–0,15 mm, och mätresultatet blir felaktigt. Härdat stål och pobeditelegering är mycket mer motståndskraftiga mot spärrning. En sådan tråd kommer att klara upprepade mätningar utan problem, utan att platta till i diameter med en mikron - förutsatt att du inte fortsatte att komprimera den efter trummans kontrollklick.
Funktioner för bestämning av indikationer
Det är också extremt enkelt att ta avläsningar av enheten. Till exempel mätte du diametern på en härdad ståltråd, på vilken, efter ett klick under trummans rotation, följande märken fastställdes:
- 3 mm på den första linjalen;
- mellan 0,5 och 1 mm för den andra;
- "Spinnaren" har stannat vid runt 5 divisioner.
Följaktligen är diametern på din valstråd 3 + 0,5 + 0,05 = 3 mm 550 mikron (mikron). I millimeter - 3,55 mm. Det fulla varvet som görs av precisionstrumman är 0,5 mm.
Du kommer att lära dig hur du använder mikrometern korrekt i videon nedan.









Kommentaren skickades.