Hur bearbetar man plexiglas?

Frågor om hur man bearbetar plexiglas, hur man borrar det hemma, hörs väldigt ofta. Att arbeta med plexiglas på CNC-maskiner har sina egna finesser. Ett separat ämne är hur man bearbetar ett sådant hål ytterligare. Allt detta gör att även nybörjare kan undvika många misstag.

Typer av bearbetning
Innan du pratar om exakt hur du kan bearbeta organiskt glas hemma, måste du ta reda på huvudtyperna av sådana processer. Om vi pratar om, i allmänhet, alla möjliga alternativ, kommer listan att vara som följer:
- skärande;
- fräsning;
- slipning;
- bearbetning av plexiglas med pimpsten;
- stämpling;
- få ett veck;
- svarvarbete.



Ett liknande material, oavsett den specifika typen (detta gäller naturligtvis även akrylglas och tillverkat av polyvinylklorid), är erkänt som en typ av termoplast. När temperaturen stiger, till och med bara upp till 150 grader, finns det oundvikligen en ökad risk för deformationer. Därför anses borrning i organiskt glas vara en mycket mer komplicerad operation än att polera, fräsa eller skära i rätt storlek. För att korrekt borra ett hål både på CNC och för hand, är det nödvändigt att noggrant välja borren för att matcha storleken.
Uppmärksamhet bör fästas vid märket på borranordningen.

I alla fall måste man komma ihåg att organiskt glas, jämfört med konventionellt glas:
- dubbelt så ljus;
- starkare;
- uthärdar slag fastare;
- skyddar optimalt mot spridning av värme;
- mycket mer transparent.
Som standard är akrylen täckt med en isolerande film. Den ska inte kränkas. När du arbetar med detta material bör det övervakas ständigt så att det inte värms upp överdrivet, vilket uppnås genom valet av verktyg och handlingssätt. Alla verktyg måste flyttas så försiktigt som möjligt. Varje plötslig rörelse kan bryta den känsliga produkten.


Arbetsregler
Plexiglas kan skäras även med elementära improviserade medel. En banal metallsåg är också lämplig. Under industriella förhållanden används ibland även speciella lasrar. Men i de flesta fall försöker de ändå hitta någon form av kompromiss mellan instrumentets perfektion och dess kostnad. Därför är det i praktiken vanligtvis nödvändigt att använda cirkelsågar, bandsågar och fräsar. Det är lämpligt att arbeta med en bandsåg där ett tydligt rakt snitt inte behövs (det vill säga när man tar emot preliminära ämnen för gjutning).
Bältesmekanismens vridningshastighet är 700-800 m per minut. Där en tydlig, slät kontur krävs, är det lämpligt att använda fräsar. Med cirkelsågar görs exakta raka snitt. Poänglinjen kommer att vara mycket tydlig.
Gjuten akryl rekommenderas att såga med karbidhärdade tänder; optimal rotationshastighet från 800 till 1200 m per minut.


Under industriella förhållanden kommer det att vara bättre att bearbeta plexiglas på höghastighetsutrustning. Snabbare skärningar och låga matningshastigheter ger utmärkta kanterpå. Tvärsnittet på skivorna är 25 cm Själva skivorna är tillverkade av höghastighetslegeringar. Vanlig järnmetall kan också användas, men med härdning med hårdmetallkomponenter.
Laserskärning är mycket mer exakt än att använda elverktyg. Det blir mindre avfall under sådant arbete. Men i det här fallet stiger spänningen inuti produkten. Att limma sådana ytor är mycket farligt.
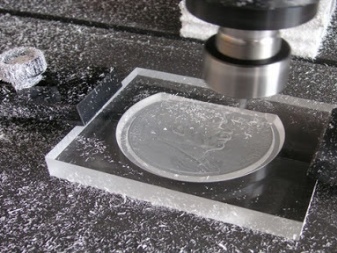
Du kan borra plexiglas med en fast eller rörlig borrmaskin. Borren ska vara gjord av höghastighetslegering. Den är designad för maximal prestanda. Ju djupare borren borras, desto oftare behöver borren lyftas. Detta gör att spånen kan dras ut och samtidigt minska uppvärmningen av materialet. Kylning av skärredskapen med speciella vätskor eller tryckluft hjälper till att minska farliga inre spänningar.


För gravering används i de flesta fall rivare, som placeras på strömavtagare. Själva rivarna är utrustade med små fräsar av olika profiler.
I svåra fall används laserskärningsutrustning. För att göra graveringen bättre är strålens djup begränsad.
Slipning av grovt eller deformerat plexiglas kan göras med våt smärgel belagd med fina korundkorn. När grovslipningen är över behandlas ytan med polerblandningar som VIAM, krokus. Arbetet utförs antingen manuellt eller på polerutrustning. Kapade kanter och matta ytor poleras mekaniskt utan problem med diamantskärare. På böjda snitt och i andra svåra fall utförs högtemperaturbrandpolering. Du måste arbeta så noggrant som möjligt och noggrant rengöra det behandlade lagret; spänning förhindras genom glödgning, vilket underlättar limning eller färgning.
Plexiglas bör gjutas i tre steg:
- värmer upp;
- själva formningen;
- värmeavlägsnande och kylning.


Användbara tips
Extruderat organiskt glas kan limmas med:
- film lim;
- polymeriserbart lim;
- epoxi, polyester lim.
Ett krökt snitt görs med en nikrom tråd eller en varm källa. När det gäller svarvning är det mest praktiska alternativet samma läge som för höghastighetsbearbetning av lövträ. Chips är avgörande för att bedöma kvaliteten på arbetet.

Vid borrning bör borrens spetsvinkel vara max 60 grader för tunna plåtar och 70-90 grader för tjocka arbetsstycken.
Det är bättre att böja plexiglaset efter grundlig uppvärmning på önskad plats; Detta uppnås med hjälp av ett lödkolv, en konstruktionshårtork, och i deras frånvaro - med hjälp av ett hett metallrör.
Idealiska övningar:
- har ett spår med en stigningsvinkel på 17 grader;
- skärpt på det främre hörnet med 3-8 grader;
- skärpt i ryggvinkeln med 0-4 grader.
En avsmalnande borr kommer att producera ett avsmalnande hål. Det stegvisa verktyget hjälper till att borra cylindriska kanaler. En fräsborr tas för att göra ett långsträckt hål.



Viktigt: oavsett typ måste spetsen vara i perfekt skick. Det är nödvändigt att börja borra med lägsta hastighet, sedan, när ett skår visas, går de till medelhastighet.
Först i den sista tredjedelen av materialet är det vettigt att borra så snabbt som möjligt.... Men även då får vi inte glömma att periodvis sänka hastigheten till ett minimum. Efter att ha hittat grader, borra dem med en mineralstensborr vid de lägsta hastigheterna.
Viktigt: du kan borra plexiglas med en borr, men du kan inte använda en borrskruvmejsel. Hål längre än 10 mm och bredare än 7 mm rekommenderas att bearbetas på stationära maskiner med vattenvärmeavledning.
Hur man skär plexiglas, se videon.













Kommentaren skickades.