Hur löder man polyeten?

En av de mest välkända metoderna för att foga polyeten är svetsning. Denna metod är den mest effektiva och populära. Svetsning är möjlig på grund av polyetens förmåga att under påverkan av temperatur ändra dess tillstånd från fast till flytande (termoplasticitet) och materialets styrka. Svetsning av polyetenark (ibland kallas det cellofan, det är fel) utförs i en vinkel på 90 ° eller rumpa.


sätten
Anslutningen av enskilda element av polyeten utförs genom att värma dem till smälttemperaturen med parallell klämning. Skikten löds för att bilda en svetsfog. Efter kylning kommer en stark anslutning i ett stycke ut.
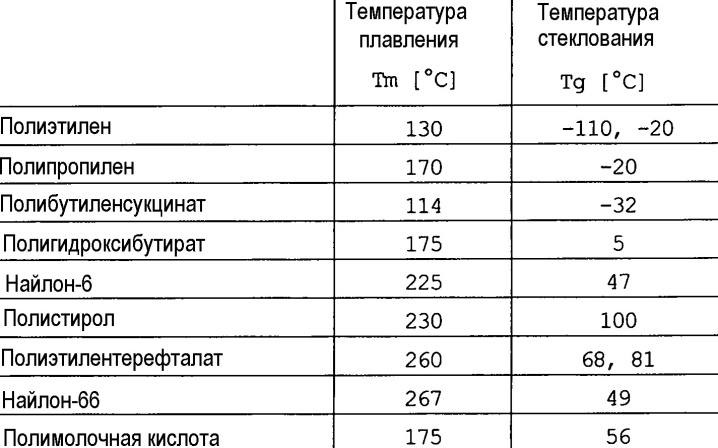
Det är viktigt att veta! Smältpunkten för polyeten beror på dess tjocklek (från 30 till 200 mikron).
Vid svetsning av film hemma krävs det att man följer den tekniska regimen. Det är ganska lätt att få en säker söm. Vid svetsarbeten måste följande krav följas:
- endast material med samma tekniska parametrar bör anslutas, deras kemiska sammansättning bör inte skilja sig åt;
- ytan måste rengöras från smuts och föroreningar;
- välj temperaturläget korrekt: inte tillräckligt högt kommer att svetsa material med låg hållfasthet; för hög - deformerar fogen.


Omsvetsning sker inte på de gamla kanterna. För vidare arbete beskärs de. Innan processen påbörjas är det nödvändigt att organisera arbetsplatsen och materialet.
För att svetssömmarna ska vara så jämna och oansenliga som möjligt måste du på allvar närma dig frågan och välja en lödmetod som blir mer bekväm och prisvärd för dig.
Det finns de mest populära metoderna för att svetsa polyeten.

Diffusionssvetsning
Detta är en av de mest effektiva metoderna för att sammanfoga polypropenskivor. Denna metod utförs på specialutrustad svetsutrustning. Svetsning av polypropenskivor utförs genom att lägga 2 fragment på enheten och fixera dem. Ändarna av arken kommer att pressas mot elvärmaren. För att få ett bra resultat behöver arken värmas upp under lång tid. Efter att ha uppnått den optimala temperaturen pressas arken ner med en klämma.
Sömmen som skapas av svetsutrustningen kommer att vara mycket stark och pålitlig.



En viktig förutsättning för denna metod är renheten och låg luftfuktighet i luftmassorna i rummet.
Denna metod är lämplig för ark av vilken bredd som helst och låter dig sammanfoga polypropenskivor till rullar. För stora volymer kommer diffusionsbindning att vara avgörande.

Extrudersvetsning
Extruderingsmetoden för hårdlödning av polyetenskivor är baserad på tillförseln av smält polymerfyllnadsmaterial (polypropenrundstav 4 mm för svetsning) till den sektion som svetsas under tryck. Denna metod innebär närvaron av specialverktyg: en extruder. Denna enhet är utrustad med olika tillbehör som gör det möjligt att löda mycket komplexa och massiva strukturer. På den positiva sidan är enheten liten i storlek. Extrudern är utrustad med en automatisk uppvärmd lufttillförsel, vilket gör det möjligt att mjuka upp plåtarna och förhindra eventuella defekter under svetsning. Denna metod innebär effektivitet i arbetet, eftersom på grund av den höga temperaturen (cirka 270 ° C) är deformation av materialets inre skikt trolig.


Med denna teknik behövs inget speciellt rum, och svetsning utförs direkt på arbetsplatsen på grund av enhetens kompakthet.
En söm gjord med hjälp av en extruder anses vara 2 i styrka efter svetsenheten. Nackdelen med denna metod är behovet av att kombinera polypropen med identisk struktur, klass, annars kommer lederna att bli svaga och ojämna.


kontaktsvetsning
Denna metod är en av de enklaste och mest ekonomiska, med dess hjälp erhålls en högkvalitativ fog. Principen är att polyetenskivorna som ska sammanfogas överlappas och värms upp av en ström av varm luft eller en het kil till smältpunkten. Den varma luften måste värmas till de angivna värdena, vid vilka polyetenen börjar smälta. Sedan sammanfogas filmarken med speciella tryckrullar.
Funktionsprincipen är liknande för en varm kil - ett värmeelement. Som ett resultat av kontaktsvetsning av filmen bildas en svetssöm som får 80–90 % av basmaterialets styrka. Därför kommer du med denna teknik att få en stark enkel- eller dubbelsöm.

En enhet som liknar en bygghårtork används också. Den värmer filmen med varmluft och smälter den.
Enheten är lätt och kraftfull. Den är lätt att bära, vilket gör det möjligt att arbeta med den under olika förhållanden.


Filmsvetsning med lödkolv
Hemma, för lödning av små bitar av polyeten, kan du svetsa filmen med en lödkolv. En vanlig 40-60 W hushållsvärmare kan användas för lödning av polyeten efter uppgradering av spetsen. Spetsen ersätts vanligtvis med en aluminium- eller kopparstav. Kontaktytan krävs liten: upp till 2 mm. Det är bekvämt när det finns en avrundningsradie av kanten, eftersom den uppmätta rörelsen av verktyget tillhandahålls.

En välslipad spets gör svetsproceduren enklare: materialet tätas och kanterna skärs parallellt. Den färdiga spetsen fixeras i lödkolven med hjälp av en skruv. Ibland, för pålitlighetens skull, lämnas inte änden av stinget rund, den plattas till och monteras sedan i snittet. En hemmagjord svetsanordning används för att förpacka små partier av hårdvara, vilket skapar icke-standardiserade förpackningar. Med dess hjälp är det väldigt lätt att göra ett skal för en fjärrkontroll, ett lock för en enhet.
Att löda filmfragment med ett vanligt sting är obekvämt, eftersom det finns en mycket stor kontaktzon, en felaktig fog med pärlor bildas.

Det finns vidhäftning av uppvärmd polyeten, mycket genombränning, tillförlitligheten av anslutningen garanteras inte.
En enkel version av spetsen är en aluminium- eller kopparplåt 2-3 mm tjock. Ena änden av den är fixerad i ett lödkolv, och den andra är rundad och slipad. Den pressas mot filmen i en vinkel på 35–45 °. Istället för en lödkolv är det möjligt att använda en brännare. Det skapades på samma princip.

Utrustning
Den inhemska industrin tillverkar specialiserade maskiner för svetsning av polyeten. Den mest prisvärda av dem är den elektriska enheten PP-40. Den är väldigt lik en lödkolv, bara spetsen ser lite annorlunda ut: den liknar vagt en löparskridsko. Med hjälp av denna enhet är det möjligt att utföra högkvalitativ svetsning i vilken rak eller komplex form som helst.
Det finns maskiner för lödning av sömmar från 500 till 1000 mm i längd. Denna utrustning har funnit tillämpning för svetsning av matfyllda påsar och styckegods. Det finns industriell utrustning som kan svetsa sömmar från 1100 till 2500 mm i längd. Alla svetsenheter kännetecknas av enkel design, driftsäkerhet och ger starka sömmar.

Och även för svetsfilm hemma kan ett specialiserat munstycke användas, som är fixerat på ett elektriskt strykjärn.
Detta element är tillverkat av aluminiumplåt. Munstyckets bas är rak, ribborna ligger i botten, vilket är grundelementet. Med hjälp av detta verktyg kommer du att ha 2 svetsade remsor som är parallella med varandra.
Munstycket är fixerat på sulan av det elektriska strykjärnet med speciella kronblad som viker sig under basen av enheternaa. Munstyckets kanter är fixerade vid kanten av filmens kanter över det lagda papperet, varefter enheten långsamt och försiktigt måste flyttas runt gränssnittet. Som ett resultat bildas en dubbelsöm.

Stadier av arbetet
Filmsvetsning inkluderar följande steg:
- ytbehandling av svetsade element
- uppvärmning av lödområden;
- svetsning av element;
- kylning av svetsen (de svetsade elementen är under tryck);
- frigöring av svetsade element från tryck;
- bearbetning av svetssömmar.

Kvalitetskontroll
Svetskvalitetskontroll omfattar:
- organisatorisk kontroll;
- driftskontroll under svetsaktiviteter;
- testning av korttidshållfasthet hos svetsfogar;
- kontrollera integriteten hos svetsfogar och beläggningar.
Svetsning ska utföras av personer som har genomgått utbildningen för utbildning av plastsvetsare i byggbranschen och har lämpliga certifikat.


Hur man löder filmen, se nedan.













Kommentaren skickades.