Allt om valstråd 8 mm

Valsad tråd är en färdig råvara för tillverkning av galvaniserad stålvalstråd, beslag, rep, vajrar och kablar. Utan den skulle produktionen av elektrisk utrustning och radioutrustning, specialfordon, byggandet av ramhus och en rad andra typer och varianter av mänsklig verksamhet ha upphört.


Funktioner och krav
Stålvalstråd har ökad hållfasthet och hårdhet, vilket gör den till en lämplig bas för framställning av släta runda och ovala tvärsnitt, rep, hängare för koppar och optiska kablar, spik, svetselektroder och svetsade trådar, häftklamrar med rund skärning. Ett vanligt tvärsnitt av rullad tråd är perfekt rund, mindre ofta oval.
Diametern på valsad tråd är från bråkdelar av en millimeter till 1 cm. Den mest populära är delen av valsad ståltråd på 5–8 mm.



Koppartråd är ofta 0,05–2 mm tjock, vilket framgår av lindningen av motorer, ledningar och centrala ledare av koaxialkablar, flerkärnskablar. Aluminium används främst som ledningar och kablar för kraftledningar - tvärsnittet av en stav når en centimeter. I det senare fallet används en aluminiumkabel upphängd på stolparnas keramiska isolatorer. Isolerade och mantlade kablar har ett tvärsnitt som är tillräckligt för att klara hundratals och tusentals kilowatt som konsumenten tar från transformatorstationen.
Valstråd, liksom andra valsade järnmetallprofiler, är lämplig för åskledare som ger åskskydd.



Vid tillverkning av valstråd följer de GOST 380-94. Tillverkning av valstråd enligt TU för beslag och vajrar är inte tillåten. Trasig valstråd kan få ett höghus att kollapsa (stålarmering går sönder, den armerade betongramen spricker, förskjuts och byggnaden blir nödläge) eller orsaka brand (aluminiumtrådar och -kablar under betydande påfrestning). Att överskrida den tillåtna mängden föroreningar, såsom svavel, kommer att göra stålet onödigt sprött. Lågt kolstål kommer inte att få hårdheten och styrkan, till exempel för att slå spikar i trä.
Dessa och många andra funktioner övervakas av specialister, kontrollerar i enlighet med GOST. Valstrådsvikt och diameter regleras av GOST 2590-88. Ståltråd tillverkas med vanlig (C) och hög (B) noggrannhet vad gäller diameter och vikt. Den rullade ovalen bör inte vara mer än halva summan av den maximala skillnaden i diameter.
Trådens krökning överstiger inte 0,2% av dess längd. Denna indikator bestäms på ett segment på minst 1 m, beläget på ett avstånd av mer än 1,5 m från kanten.
Vikten på 1 meter 8 mm stålvalstråd enligt GOST är 395 g. För 9 mm - 499, för 10 mm specifik vikt av en löpmeter - 617 g. Valstråd ska inte gå sönder vid 180 ° böjning (sväng stången i motsatt riktning). Med en enda böjning bör mikrosprickor inte bildas. Diametern på kraftstiftet, med vilket valstråden kontrolleras för böjning, är lika med diametern på dess sektion.


Hur gör
Valstrådstillverkning är en av de enklaste metallvalsningsmetoderna. Enkelt uttryckt, rullad tråd - en rund profil vars diameter, till skillnad från ett rör, är mindre än 1 cm. Det är meningslöst att producera en tråd med ett större tvärsnitt (med undantag för armering upp till flera cm i diameter): kostnaderna för metaller och deras legeringar skulle vara mycket höga.


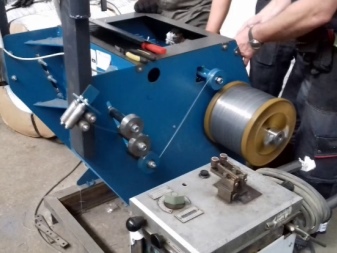
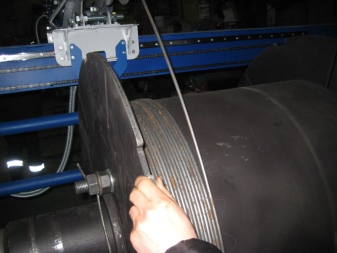
Ämnet i form av en lång flermetersstång rullas ut på en rullmaskin-transportör. Metallen eller legeringen värms upp och sträcks och passerar genom styraxlarna som definierar sektionen och diametern. Den glödheta valstråden lindas på rullen på lindningsmaskinen, som bildar en ringspole.
Fri kylning kan mjuka upp det material som valstråden just har dragits ur. Accelererad - blåst eller nedsänkt i vatten - ger metallen eller legeringen ytterligare hårdhet.
Frikyld valstråd är inte testad för skalmassa. Med accelererad kylning, enligt GOST, bör dess andel inte överstiga 18 kg per ton färdig produkt. Skalan flisas antingen mekaniskt (med hjälp av stålborstar, skalbrytare) eller kemiskt (för tråden genom utspädd svavelsyra). Användningen av koncentrerad svavelsyra minskar snabbt och enkelt skalan, men tunnar också ut valstrådens användbara tvärsnitt.
För att eliminera effekten av mättnad av metallen med väte och för att förhindra uppkomsten av sprödhet under etsning, används natriumortofosfat, bordsalt och andra salter, som bromsar den överdrivna korrosionen av valsad tråd under dess bearbetning.

Visningar
Beläggningen som appliceras på valstråden är antingen varmsprutad eller anodiserad. I det första fallet appliceras hett zinkpulver på ståltråd, från vilken skalan (järnperoxid) tidigare har avlägsnats.
Så erhålls galvaniserad tråd. Processen kräver en temperatur på 290–900 ° C, den kallas diffus.

Zink appliceras också genom anodisering, upplösning av ett zinkhaltigt salt, till exempel zinkklorid, i en elektrolyt. En konstant ström passerar genom tåget. Ett lager av metallisk zink frigörs på katoden och på anoden, i detta fall, klor, som bestäms av lukten i laboratorieförhållanden. Kopparplätering av aluminium (för att spara koppar) utförs också genom anodisering. Användningsområdet för kopparbundna aluminiumledare är signalkablar för svagströmssystem, till exempel nätverk av säkerhets- och brandlarmsystem och videoövervakning.
Den kalla metoden går ut på att applicera en skyddande beläggning på valstråden som just avkalkats. Den polymera (organiska) kompositionen fungerar som bas, men en sådan tråd är rädd för överhettning över flera tiotals grader över noll.

Den gasdynamiska metoden tillåter galvanisering av en produkt gjord av stål av valfri form. Dess funktionsprincip är baserad på ett hypersoniskt flöde av en sprayapplicerad gas.
Varmförzinkning är den bästa metoden. Varmförzinkad stång håller mycket längre än exakt samma produkt som bearbetats med andra metoder. För detta placeras valstråd eller annan produkt i ett bad där zink smälts. Efter extraktion oxideras zink, sedan tillsätts koldioxid och zinkoxid omvandlas till zinkkarbonat.
I slutet av produktionsprocessen levereras den färdiga valstråden till detaljhandeln, grossistköpare (till exempel byggföretag) eller skickas till andra fabriker som tillverkar spik och armeringsjärn. För privatpersoner säljs valsad tråd i diameter mindre än 8 mm och i mycket mindre kvantiteter än grossister.


Ståltråd, enligt GOST 30136-95, produceras som uppmätt, omätt och flera gånger högre än det uppmätta värdet.
Stångens längd bestäms av stålets sammansättning.
För lågkolstål har den valsade stången en längd på 2–12 m: ju mindre kol det finns i stål, desto mer segt är det. Stål med hög kolhalt produceras i form av stavar på 2–6 m. Högkolstål, som är av hög kvalitet, möjliggör tillverkning av stavar på 1–6 m.














Kommentaren skickades.