Beskrivning och varianter av ståltråd

Ståltråd anses vara ett av de vanligaste metalliska materialen i branschen. Det är samtidigt grunden för tillverkning av en mängd olika föremål och kan samtidigt användas för oberoende användning. Det finns många varianter av sådan tråd - de kommer att diskuteras i vår recension.



Funktioner och egenskaper
I sin mest allmänna form är tråden metall flexibel stång av metall, som regel, cylindrisk form. Den används för att motstå ökad mekanisk påfrestning, samt för att överföra TV- och ljudsignaler och elektricitet. Ståltråd kan vara solid, tvinnad eller flätad. I de flesta fall utförs det med ett rundat tvärsnitt, lite mindre ofta görs det i kvadratiska, hexagonala, rektangulära och några andra former.



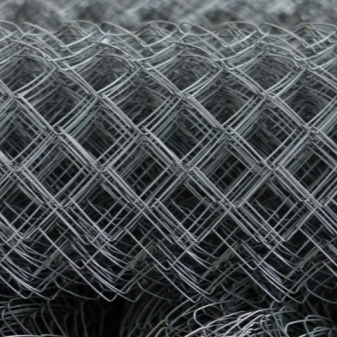
Ståltråd tillhör kategorin konstruktionsprodukter, den används i stor utsträckning vid tillverkning av stålkordprodukter, stållinor, metalliserade nät, fjädrar, samt olika värmeelement för elektriska ugnar. Hårdvara (muttrar, bultar och nitar) är gjorda av tråd - i detta fall är produktionen baserad på kall rubrikteknik.
Tråden har rundade kanter som standard. En liknande tejp används vid tillverkning av sågar för trä och metall, samt bussningar, cykel- och motorcykelkedjor.

De huvudsakliga konsumenterna av ståltråd och varor tillverkade av det är områden som metallbearbetning och maskinteknik, varorna köps in för behoven hos bygg-, kemisk-, petrokemisk industri, järn- och icke-järnmetallurgi. Den mest utbredda tråden är gjord av stållegering med låg kolhalt, det är en metalliserad lång produkt med låg kolhalt. Tack vare dessa tekniska egenskaper erhålls produkten med ökad hållfasthet kombinerat med god duktilitet.


Om ett zinkskikt dessutom appliceras på en allmänt använd ståltråd, får det motstånd mot korrosion. Det är därför galvaniserad tråd används under förhållanden med hög luftfuktighet, samtidigt som den behåller sina ursprungliga fysiska och operativa egenskaper under lång tid. I enlighet med nuvarande GOST 3282-74, eldad ståltråd blir mjukare.
Denna funktion gör det möjligt att använda den för att utföra förstärkningsarbeten, samt att inkludera produkten i den tekniska processen för stickning av armering, förpackning av möjliga varor och tillverkning av olika delar. Tråden för det mest allmänna ändamålet är mer efterfrågad bland alla andra typer av tråd.


Produktion
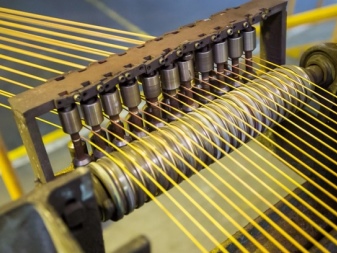
Frigörandet av ståltråd utförs genom att dra valstråd på specialiserad utrustning med ytterligare eldning i en speciell ugn eller utan den.
Broschning och ritningsprocessen är inte särskilt svår ur teknisk synvinkel. Komprimerad valstråd används som ett fungerande råmaterial, alla manipulationer utförs på ritmaskiner. Jämfört med metallvalsning har denna operation många fördelar:
- automatiserad maskindrift ger ökad prestanda;
- Ritning låter dig få produkter perfekt regelbunden form med en ren och jämn yta - på grund av detta reduceras graden av efterföljande bearbetning kraftigt, och själva tråden får förbättrade mekaniska egenskaper.


Generellt innebär tillverkningen av tvinnad ståltråd flera steg.
- I detta skede utförs etsning, är huvuduppgiften att ta bort ytskiktet av metall och skala, vilket kan störa ritningen. Ytberedning utförs genom avfettning, slipning, polering och mekanisk skärning av kasserade ytor. Eftersom komplexa kemiska föreningar kan förekomma i vågen, behandlas valstråden med sura lösningar uppvärmda till 50 grader. Därefter tvättas och torkas arbetsstycket vid uppvärmning till 75-100 grader i speciella torkkammare.
- I detta skede finns det värmebehandling, vars syfte är att göra metallarbetsstycket mjukare, befriat från inre spänningar. För detta värms materialet, hålls en tid och kyls. Som ett resultat förändras stålens egenskaper avsevärt och tråddragningen och bränningsprocessen underlättas.
- Vidare, med hjälp av en hammare, tillplattas och utjämnas stålämnena. På detta sätt är det möjligt att fixera metallen på trumman på ritmaskinen för att passera den genom formen.
- I detta skede, direkt ritning... För detta dras de bearbetade och platta råvarorna på maskinen med högsta möjliga hastighet genom en avsmalnande kanal. Beroende på mängden tråd som dras kan denna process vara enkel eller flertrådig.
- I slutskedet, uppträda brinnande - huvuduppgiften för dessa manipulationer är att minimera spänningen efter att ha ritat metallen. Stålet blir elastiskt, dragbeständigt och styvt, samtidigt böjligt för töjning och vridning, sådana parametrar som resistivitet och vikt på 1 meter förbättras.

Det finns två typer av värmebehandling.
- Lätt eldning - utförs i en ugn fylld med inert gas. På grund av detta genomgår metallen inte oxidation, och det bildas inte skala på den. Färdiga produkter får en ljus nyans och en mycket imponerande kostnad.
- Svart skjutning - i det här fallet används den enklaste atmosfären, skala bildas på ytan av de färdiga produkterna, därför får den en mörk färg. Kostnaden för en sådan tråd är mycket lägre än den för lätt tråd.


Med tanke på att stållegeringen tillhör kategorin metaller som snabbt korroderar, ingår galvanisering ofta i produktionscykeln. Tråden av bästa och högsta kvalitet produceras med varmförzinkningstekniken, eftersom denna säkerställer maximal vidhäftning av zinken direkt på tråden.
De färdiga produkterna vid utgången är inte rädda för rost och har samtidigt en ökad skyddsnivå mot sådana ogynnsamma yttre faktorer som verkan av ultravioletta strålar, vind och temperaturfluktuationer. Dessutom är galvaniserad ståltråd mycket mer seg än icke-galvaniserad, och därmed mer hållbar. Därefter skärs produkterna i bitar och märks.

I enlighet med GOST 3282–74 tillverkas ståltråd av stål i enlighet med den nuvarande standarden No1050. Färdig tråd med ett tvärsnitt på 0,5 till 6 mm, som inte har genomgått värmebehandling, vid utgången måste motstå minst 4 böjar utan att kränka den övergripande integriteten och förstörelsen av metallstrukturen. På ytan av en produkt som inte är belagd med zink tillåter tekniska standarder närvaron av små bucklor och repor - medan deras djup inte bör vara mer än 1/4 av storleken på avvikelsen hos färdiga produkter i diameter. Men närvaron av alla typer av sprickor, skalor och filmer av alla storlekar är strängt inte tillåten.
Galvaniserad tråd kan ha en lätt vitaktig beläggning på ytan, samt glitter - men bara om de inte försämrar beläggningens övergripande kvalitet.Det är strängt förbjudet att sälja och använda ståltråd med ometalliska ytor och svarta fläckar i produktionsprocessen.
Beläggningen får inte spricka eller flagna, dock är lätt dammliknande skalning tillåten.


Klassificering
Efter storlek och form
Beroende på sektionens storlek och form är alla färdiga produkter konventionellt indelade i flera grupper. Den första inkluderar den tunnaste, vars tjocklek inte är mer än 0,1 mm. Produkter med en tvärsnittsparameter som överstiger 8 mm hänvisas till den 9:e gruppen. Alla produkter, i enlighet med standarderna, är gjorda i en rund, fyrkantig, såväl som en mångfacetterad eller formad profil.


Efter typ av efterbehandling
Efterbehandling av tråden i stor utsträckning ger de nödvändiga mekaniska och fysikalisk-kemiska parametrarna. Det är därför för att ge maximal styrka är tråden dessutom härdad, bränd och stabiliserad. Det material som inte har genomgått dessa manipulationer har ett snävt begränsat användningsområde.

Efter yttyp
Ståltråd kan poleras, etsas, samt poleras eller dras som ett resultat av preliminär svarvning och grovbearbetning. Trådsläpp är tillåtet utan någon preliminär efterbehandling. Beläggningen kan vara metallisk (kopparpläterad, mässingpläterad, galvaniserad eller aluminiserad) eller icke-metallisk (polymer eller fosfaterad, i en PVC-mantel).
Produkter utan beläggning bearbetas vanligtvis vid höga temperaturer... Produkter som bearbetas i en termougn produceras i svarta eller ljusa nyanser, medan dess tjocklek kan variera från 0,16 till 10 mm.


Genom kemisk sammansättning
Ståltråd är gjord av:
- lågkollegering med en kolfraktion på mindre än 0,25% behövs det för att förstärka betongprodukter;
- kollegering med en kolfraktion på mer än 0,25 används den för tillverkning av fjädrar, såväl som vajrar och rep.
Stål kan vara legerat eller höglegerat. Tillverkning av legeringar med speciella fysikaliska och kemiska parametrar (värmebeständig, korrosionsbeständig och precision) är tillåten.
Vissa designegenskaper ställer särskilda krav på legeringen när det gäller innehållet av kemiska grundämnen som nickel och krom.


Efter användningsområde
Beroende på användningsområde särskiljs följande grupper av ståltråd.
- Rostfri - tillverkad av speciallegering med ökade värmebeständighetsparametrar. Detta material är inte mottagligt för rost och oxidation, det används främst vid tillverkning av hårdvaruprodukter.
- Svetsning - tillverkad med en tvärsnittsstorlek från 0,5 till 8 mm, huvudsakligen används för installation av elektrisk ljusbågssvetsning.
- Armeringsjärn - Som namnet antyder används sådan tråd i stor utsträckning för att förstärka armerade betongkonstruktioner av alla typer. De kan vara utan spänning eller under ökat tryck. På grund av sektionerna i stålmaterialet säkerställs maximal vidhäftning till den porösa betongbasen under armeringsprocessen.
- Vår - kommer till spel när fjädrarna släpps, vilka utförs med kalllindningsmetoden, utan att utsätta dem för ytterligare värmebehandling.
- Linbana - relevant för tillverkning av havs-, flod- och andra rep. Optimal för att fläta kablar, har funnit bred användning inom området för deras produktion.
- Stickning - tillverkad av lågkolhaltigt stål, kännetecknat av ökad duktilitet och samtidigt styrka. Det är allmänt efterfrågat inom jordbruk och byggande.

Märkning
Stalistaya har sin egen speciella märkning, som inkluderar en uppsättning bokstäver och siffror. Så, stålsvart värmebehandlad tråd med ett tvärsnitt på 0,86 mm betecknas enligt följande: tråd 0,86 - O - Ch - GOST 3281–74. En tråd obehandlad i en termisk ugn med en tvärsnittsarea på 1,6 mm av den andra kategorin med en galvaniserad beläggning av den andra klassen är märkt: tråd 1.46 - II - 2C - GOST 3281–74.
Tråden säljs i spolar, medan själva lindningen utförs utan varv och läggs ut i på varandra följande rader - vilket säkerställer obehindrad avlindning.
En spole kan innehålla upp till 3 delar, varje spole bör endast innehålla en del.

För information om hur ståltråd och stålkord tillverkas, se nästa video.













Kommentaren skickades.