Klassificering och val av svetstråd

Svetsarbeten kan vara både automatiska och halvautomatiska och kan utföras med en mängd olika material. För att resultatet av processen ska bli framgångsrikt är det vettigt att använda en speciell svetstråd.


Vad är det och vad är det till för?
En tillsatstråd är en metalltråd, vanligtvis lindad på en spole. Definitionen av detta element indikerar att det huvudsakligen bidrar till att skapa starkare sömmar, fria från porer och ojämnheter. Användningen av filament säkerställer produktion med en minimal mängd skrot, samt med en låg nivå av slaggbildning.
Enheten fixeras i mataren, varefter tråden levereras till svetsområdet antingen i automatiskt eller halvautomatiskt läge. I princip kan den även matas manuellt genom att rulla ut spolen.
Det ställs krav på tillsatsmaterialet inte bara för kvalitet, utan också för lämpligheten hos de delar som ska bearbetas.
Artöversikt
Klassificeringen av svetstråd utförs beroende på egenskaper, egenskaper och uppgifter som ska utföras.
Enligt överenskommelse
Förutom allmänna trådar finns det även varianter för speciella svetsförhållanden. Som ett alternativ, metalltråden kan utformas för en procedur med en påtvingad bildning av en svets, för arbete under vatten eller med användning av badteknik. I dessa fall måste tråden ha antingen en speciell beläggning eller en speciell kemisk sammansättning.

Efter struktur
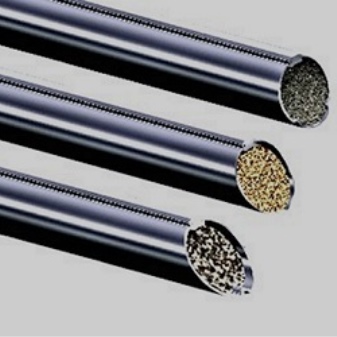
Beroende på trådens struktur är det vanligt att särskilja fasta, pulver- och aktiverade sorter. Solid tråd ser ut som en kalibrerad kärna fäst på spolar eller kassetter. Att lägga i rader i spolar är också möjligt. Ibland är stavar och remsor ett alternativ till sådan tråd. Denna typ används för automatisk och halvautomatisk svetsning.
Den flusskärna tråden ser ut som ett ihåligt rör fyllt med flussmedel. Tvärtom bör det inte användas på halvautomatiska maskiner, eftersom tråddragningen visar sig vara svår. Dessutom bör rullarnas verkan inte omvandla det runda röret till ett ovalt. Den aktiverade filmen är också en kalibrerad kärna, men med tillägg av komponenter som används för flusskärna ledningar. Det kan till exempel visa sig vara ett tunt lager.

Efter yttyp
Svetsfilmen kan vara kopparpläterad och icke-kopparpläterad. Kopparbelagda filament förbättrar bågstabiliteten. Detta beror på att koppars egenskaper bidrar till en bättre tillförsel av ström till svetszonen. Dessutom minskar matningsmotståndet. Icke-kopparpläterad tråd är billigare, vilket är dess främsta fördel.
Den obelagda tråden kan dock ha en polerad yta, vilket gör den till en slags mellanlänk mellan de två huvudsorterna.

Efter komposition
Det är viktigt att trådens kemiska sammansättning matchar sammansättningen av de material som ska bearbetas. Det är därför i denna klassificering finns det ett stort antal typer av fyllnadsfilament: stål, brons, titan eller till och med legerat, bestående av flera element.

Med antalet legeringselement
Återigen, beroende på mängden legeringselement, kan svetstråden vara:
- låglegerat - mindre än 2,5%;
- medium legerat - från 2,5% till 10%;
- höglegerat - mer än 10%.
Ju mer legerade element är i sammansättningen, desto bättre egenskaper har tråden. Värmebeständighet, korrosionsbeständighet och andra indikatorer förbättras.


Efter diameter
Tråddiametern väljs beroende på tjockleken på elementen som ska svetsas. Ju mindre tjocklek, desto mindre bör respektive diameter vara. Beroende på diametern bestäms också parametern för storleken på svetsströmmen. Således, med denna indikator mindre än 200 ampere, är det nödvändigt att förbereda en svetstråd med en diameter på 0,6, 0,8 eller 1 millimeter. För en ström som inte överstiger 200-350 ampere är en tråd med en diameter på 1 eller 1,2 millimeter lämplig. För strömmar från 400 till 500 ampere krävs diametrar lika med 1,2 och 1,6 millimeter.
Det finns också en regel att en diameter på 0,3 till 1,6 millimeter är lämplig för en delvis automatisk process som utförs i en skyddande miljö. En diameter som sträcker sig från 1,6 till 12 millimeter är lämplig för att skapa en svetselektrod. Om tråddiametern är 2, 3, 4, 5 eller 6 mm, kan tillsatsmaterialet användas för att arbeta med flussmedel.


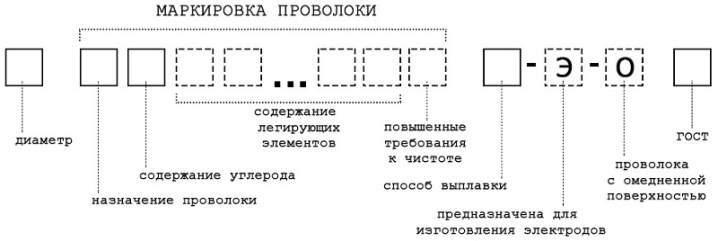
Märkning
Märkningen av svetstråden bestäms beroende på kvaliteten på det material som kräver svetsning, såväl som på arbetsförhållandena. Det är utsett i enlighet med GOST och TU. För för att förstå hur avkodningen utförs kan du överväga ett exempel på trådmärket Sv-06X19N9T, som ofta används vid elektrisk svetsning, och därför är mycket populär. Bokstavskombinationen "Sv" indikerar att metalltråden endast är avsedd för svetsning.
Bokstäverna följs av en siffra som anger kolhalten. Siffrorna "06" indikerar att kolhalten är 0,06 % av fyllnadsmaterialets totala vikt. Vidare kan du se vilka material som ingår i tråden och i vilken mängd. I det här fallet är det "X19" - 19% krom, "H9" - 9% nickel och "T" - titan. Eftersom det inte finns någon siffra bredvid titanbeteckningen betyder det att mängden är mindre än 1 %.
Populära tillverkare
Mer än 70 märken av fylltråd tillverkas i Ryssland. Bars varumärkesprodukter tillverkas av Barsweld, som har varit verksamt sedan 2008. Sortimentet omfattar rostfria, koppar-, flusskärna-, kopparpläterade och aluminiumtrådar. Fyllnadsmaterialet är tillverkat med hjälp av innovativ teknik. En annan rysk tillverkare av metalltrådar är InterPro LLC. Tillverkningen sker på italiensk utrustning med hjälp av speciella importerade smörjmedel.
Svetstråd kan också tillverkas på ryska företag:
- LLC SvarStroyMontazh;
- Sudislavl svetsmaterial fabrik.


Kinesiska företag är brett representerade på marknaden för fyllmedel. Deras främsta fördel är kombinationen av genomsnittliga priser och god kvalitet. Vi talar till exempel om det kinesiska företaget Farina, som tillverkar trådar för att arbeta med kolstål och låglegerade stål. Andra kinesiska tillverkare inkluderar:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Hur ska man välja?
När du gör valet av fyllnadsmaterial är det nödvändigt att ta hänsyn till två grundläggande regler. Som redan nämnts är det viktigt att trådens sammansättning är så lik sammansättningen av de delar som ska svetsas som möjligt. Till exempel för järnmetaller och kopparlegeringar kommer olika varianter att användas. Det rekommenderas att säkerställa att kompositionen om möjligt är fri från svavel och fosfor, samt rost, färg och eventuell förorening.
Den andra regeln är relaterad till smältpunkten: för fyllnadsmaterialet bör den vara något lägre än för de bearbetade produkterna. Om trådens smälttemperatur är högre, kommer delarna att brinna ut. Det är också värt att se till att tråden sträcker sig jämnt och kommer att kunna fylla sömmen helt.Fyllmedlets diameter ska motsvara tjockleken på metallen som ska svetsas.
Trådmaterialet måste förresten matcha fodermaterialet.

Användningstips
Lagring av tillsatstråden kan inte ske under förhållanden med hög luftfuktighet. Fyllmaterialet i originalförpackningen kan förvaras i temperaturer mellan 17 och 27 grader, med förbehåll för en luftfuktighet på 60 %. Om temperaturområdet stiger till 27-37 grader, sjunker den maximala relativa luftfuktigheten, tvärtom, till 50%. Opackat garn kan användas i verkstad i 14 dagar. Tråden måste dock skyddas från smuts, damm och oljeprodukter. Om svetsningen avbryts i mer än 8 timmar måste kassetterna och rullarna skyddas med en plastpåse.
Dessutom kräver användningen av tillsatsmaterial en preliminär beräkning av förbrukningshastigheten. Det är lämpligast att planera trådförbrukningen per meter av anslutningen som ska fyllas. Detta görs enligt formeln N = G * K, där:
- N är normen;
- G är massan av ytan på den färdiga sömmen, en meter lång;
- K är korrektionsfaktorn, som bestäms beroende på massan av det avsatta materialet till den metallförbrukning som krävs för svetsning.


För att beräkna G måste du multiplicera F, y och L:
- F - betyder anslutningens tvärsnittsarea per en kvadratmeter;
- y - är ansvarig för densiteten hos materialet som används för att tillverka tråden;
- istället för L används siffran 1, eftersom förbrukningshastigheten beräknas per 1 meter.
Efter att ha beräknat N måste indikatorn multipliceras med K:
- för bottensvetsning är K lika med 1;
- med vertikal - 1,1;
- med delvis vertikal - 1,05;
- med taket - 1,2.

Det är värt att nämna, att inte vilja utföra beräkningar enligt formeln, på Internet kan du hitta en speciell kalkylator för förbrukning av svetsmaterial. Trådmataren består vanligtvis av en elmotor, en växellåda och ett system av matnings- och tryckrullar. Du kan göra det själv eller köpa en färdig enhet. Denna mekanism är ansvarig för att transportera tillsatsmaterialet till svetszonen.
Det bör också noteras att tråden för gassvetsning med acetylen måste vara fri från rost eller olja. Smältpunkten måste antingen vara lika med eller lägre än smältpunkten för det material som ska bearbetas.
Om det är omöjligt att hitta en svetstråd av lämplig sammansättning, kan den i vissa fall ersättas med remsor av material av samma kvalitet som materialet som bearbetas. Kraven på metallfilament för koldioxidsvetsning är likartade.


I nästa video hittar du ett jämförande test av 0,8 mm svetstråd.













Kommentaren skickades.