Hur gör man en gör-det-själv bockningsmaskin?

Bockningsmaskinen, tillsammans med rör- och stångbockningsmaskinen, är en användbar anordning i vardagen och inom byggtjänster. Ofta på metalldepåer erbjuder de en tjänst för bockning av plåt - mot en avgift. Du kan betala för att böja en eller flera plåtar – men när du bygger hus själv behöver du en egen plåtbockningsmaskin.

Anordning för bockningsmaskin
Innan du gör en listogib, bestäm vilken tjocklek och struktur, samt hur många ark du behöver böja, hur exakt de kommer att böjas. Detta gör att du kan välja schemat enligt vilket enheten kommer att produceras. Den enklaste mekanismen tillåter böjning av stålplåt med hjälp av en travers... Denna enhet kommer lätt att böja ett ark med en bredd på högst en halv meter, 90 grader, med bara styrkan i mästarens händer. Plåten fixeras i maskinen med en klämma eller ett litet skruvstycke. Böjning på den valda platsen utförs genom att trycka på traversen på den.
För att få en rätt böjvinkel behöver du en speciell insats i form av en remsa av metall eller legering, vilket ger elasticitet till det böjbara arket.

Komplicerad anordning - kantpress med nät och stans som ställdon. En plåt av metall eller legering placeras på en krökt eller rätad form, och en stans (böjkil) pressas mot plåten som böjs, vilket ger det önskade vikmönster. En sådan maskin används oftare inom metallbearbetningsindustrin, där böjning av järnplåt sätts i drift.

Hemgjorda bockningsmaskiner hemma kan de också arbeta med en hydraulisk mekanism, vars roll spelas till exempel av en domkraft.
För en sådan maskin krävs minst två identiska domkrafter.
Dessutom måste deras arbete synkroniseras, vilket är en extra komplexitet jämfört med till exempel armeringsjärn och rörbockare.
Professionella bockningsmaskiner är gjorda på basis av en treaxelmekanism. I dessa passerar en plåt genom styrbara axlar. Som ett resultat får arkets böjningsradie olika värden för olika tillvägagångssätt.


En speciell plats upptas av elektromagnetiska bockningsmaskiner... Men det är svårt att göra en sådan bockningsmaskin på egen hand. Dess positiva egenskaper är små dimensioner, tyst process för arkvikning, hög hastighet. En sådan bockningsmaskin fungerar på grund av det elektromagnetiska fältet som skapas mellan bockningsytan och matrisen. Böjaren är löst fixerad med en fjäder, och själva formen placeras under. Mekanismen anpassar sig till formen på det vikta arket. En elektromagnet placeras under flexorn (eller i den), till vilken en likriktad nätspänning tillförs.
Matrisen dras till flexorn och det böjer omedelbart det insatta arbetsstycket. En sådan anordning kan också ha en sektorbockningsmaskin, som gör det möjligt att tillverka flernivåflänsar (sammansatta).


Axelbockningsmaskin det används till exempel vid tillverkning av enkelväggiga skorstenar, där ett rör med ett runt eller ovalt tvärsnitt har idealiska dimensioner. Om axelmekanismen har en viss profil, är den bra för tillverkning av takrännor som ligger runt omkretsen.
Om det behövs är axelbockningsmaskinen utrustad med ytterligare bockningsvalsar, vilket gör det möjligt att till exempel få stegvis eller korrugerad plåt från en platt plåt.
Skaftmaskiner är ofta utrustade med en kniv, vilket gör det möjligt att skära plåten nära bockningspunkten.


För en manuell bockningsmaskin väljs arbetsresursen oftast inom följande gränser:
- antal ark - inte mindre än 1400;
- arkets bredd - inte mer än 2 m;
- vikvinkel - upp till 130 grader.
En större resurs används inte för hemarbete, utan för specialarbete.


Förberedelse av material och verktyg
För tillverkning av en listogib kan du inte klara dig utan följande verktyg och förbrukningsvaror för dem:
- elektrisk borr och en uppsättning borrar med olika diametrar;
- bulgariska, samt skär- och slipskivor för det;
- svetsmaskin och en uppsättning elektroder;
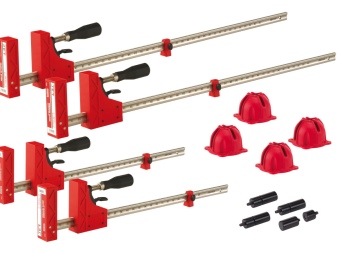
- vice för en arbetsbänk, en uppsättning klämmor;
- handverktygsuppsättning (hammare, slägga, tång, mittstans, mejselfil).



För att ansluta verktyget, om det inte finns något utlopp nära arbetsplatsen på gården, krävs en förlängningsrulle med önskad längd.
Som förbrukningsmaterial behöver du:
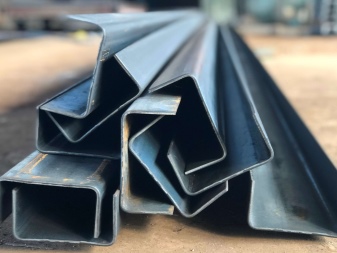
- hörnprofil gjord av tjockväggigt stål;
- bultar, muttrar och brickor (du kan använda odlare);
- kanal (U-formad profil med delvis vässade kanter);
- regeln (om det används som ett triggerelement);
- armeringsjärn (förstärkning med en slät yta är acceptabel);
- uppsättning kullager (om mekanismen tillåter deras användning).


Efter att ha förberett nödvändiga elektriska apparater, förbrukningsvaror och material kan du börja tillverka en listogib-maskin.
Steg-för-steg tillverkningsinstruktioner
Tre typer av bockningsmaskiner - manuell, axel och hydraulisk - innebär flera specifika ritningar. Låt oss börja med ett hörn (T-format).
Från hörnet
Ett eller två hörn som bas är den vanligaste designen. Detta kräver en stor platt yta (arbetsbänk). Helst om dess bordsskiva är klädd med en tjockare metallplåt.än den vars lakan du vill böja.
Hörnets bredd ska vara minst 4,5 cm, tjockleken ska vara minst 3 mm... Vid bockning av längre (en meter eller mer) plåt krävs tjockare och bredare hörn; T-formad järnmetall (T-formad, dubbla hörn) duger också.
Förbered två ståldörrgångjärn, 10-20 mm bultar och muttrar samt fjädrar. Det är tillrådligt att använda fjärilsgångjärn, i vilka ett försänkt skruvhuvud tillhandahålls - deras design är förstärkt och kommer att motstå betydande överbelastning.

Gör följande.
- Vik ihop de två T-profilerna. Skär ut urtag för gångjärnen på båda ändarna. Skär kanten av varje skåra i en 45-graders vinkel.
- Fila den tredje T-profilen på samma sätt, lämna skåran i den mer försänkt. En sådan skåra är nödvändig för att pressa de vikta arken och rör sig utan ansträngning.
- Svetsa gångjärnen på båda sidor - framifrån och bakifrån. Se till att svetsarna är raka och solida - öglan ska inte lossna.
- På ett av de märken som ligger långt ifrån dig för tillfället, svetsa två fasar på varje sida. Dessa hjälper till att säkra nedhållningsbulten på plats.
- Svetsa bultmuttrarna till fasarna.
- Lås spännstången (T-stång med skuren sida).
- Svetsa stålplåtar ovanpå med ett hål i mitten av varje. Bulten ska passa lätt i hålet.
- Rikta in hålen så att de är i linje med muttern. Svetsa på dessa plattor.
- Skär av en del av fjädern så att dess kraft är tillräcklig för att höja klämstången med i genomsnitt 6 mm.
- Trä in bulten i klämstången, sätt fjädern på den och dra åt muttern. Montera samma fjäderbit på baksidan. Tryckplattan ska lyfta av sig själv när bulten lossas.
- Svetsa två delar av armeringsjärn till bultens huvud - de kommer att fungera som ett handtag för åtdragning.
- Placera plast- eller trärörformade kuddar på de resulterande handtagen.Gamla cykelhandtag kan också användas.


Bockmaskinen är redo att arbeta. Enheten kan också vara gjord av I-balkar. Den övre - pressande - I-balken är fixerad från änden på den nedre med ett gångjärn.
Den andra änden av I-balken hålls med hjälp av en kil eller excenter.
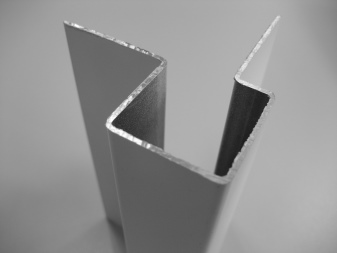
Från kanalen
Om du byter ut vinkeln eller T-profilen mot en U-formad kanal kommer bockmaskinens livslängd att öka avsevärt. Huvuddelarna installerade på kanalen förblir oförändrade.
Tvärbalken vid användning av kanalen kommer inte att böjas i förtid. Vinkeln är i sin tur mindre motståndskraftig mot överbelastning - den minsta böjningen kommer dramatiskt att minska kvaliteten på arbetet, vilket är anledningen till att stålplåten måste böjas efter att ha rätat ut och justerat maskinen.

Från regeln
Anordningen för att böja stålplåt på grundval av regeln skiljer sig från vinkeln en genom att istället för vinkeln eller "Tavra" används den vanliga aluminiumregeln som en klämma, som används i putsarbeten och för utjämning av betonggolv vid avjämning. Den deformeras praktiskt taget inte när du böjer ark upp till 0,7 mm tjocka, men om du överskrider denna gräns och även böjer för kort en bit ark, kommer regeln garanterat att bli tråkig. Den är utbytbar - det är lätt att byta ut en utsliten regel mot en ny.
En balk används som en böjande travers, böjer stålplåten runt klämaxeln, deformerar stålplåten tills den böjs i en given vinkel.

Gjort av trä
Bockningsmaskinens trädelar kommer att rädda dig från enhetens överdrivna vikt. Faktum är att en klassisk vinkel- eller kanalbockningsmaskin väger 100 kg eller mer, vilket gör det omöjligt att flytta den. Om en skena används som huvudkonstruktion kommer massan att öka med mer än 200 kg, och det kommer att kräva en golvsektion under ett tak med en armerad betongbeläggning.

Träbockningsmaskin böjer stål och aluminium upp till 1 mm tjockt.
Du kommer att behöva lövträ, när du använder furu och gran kommer trädelar omedelbart att bli trubbiga och deformerade. Fördelar med en träkonstruktion - inget behov av svetsning - alla anslutningar är bultade. En trämaskin är lättare att tillverka. Den är lämplig för bockning av takplåt och för rent plåtarbete.
Ofta förbättrar de vikten på en stålmaskin genom att använda en träskiva som kudde.


Ut ur skenan
Manuell plåtbockningsmaskin med skena är utformad för bockning av stål med en tjocklek på mer än 2 mm. Grovt sett kan de böja tjocka plåtar som stålgarage byggdes av tidigare. Plåten spänns fast med hjälp av en skena. Djupet för att mata arken kan vara obegränsat - en sådan maskin kommer att böja arket var som helst, oavsett hur långt det är. Produktiviteten hos rälsbaserade manuella bockningsmaskiner är tiotals löpmeter plåt per timme, vilket gör det möjligt att sätta metallbockningen i drift.
Skenlängden kan vara upp till 2,5 m.

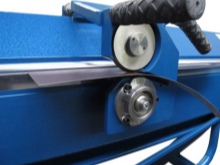
Av lager
Rullbockningsmaskin har, i motsats till loopbockning, ökad noggrannhet. Om lagren är anpassade till storleken på lasten som faller på de böjda plåtarna, och är väl smorda, kommer trevalsenheten att fungera i minst flera år, även vid daglig användning.
Beskrivningen av tillverkningsprocessen för en sådan maskin är som följer.
- Borra ett par hål i en bit fyrkantig rörprofil. De behövs för stålstänger upp till 8 mm i diameter.
- Svetsa fast dessa stavar på röret och montera plastpluggarna. Den arbetande delen av maskinen är klar.
- Såga rektangulära snitt i två stycken vinkelstål.
- Placera hörnen i ett skruvstäd på en arbetsbänk med distansbrickor mellan dem. Brickor används för att exponera en slits i vilken den böjbara stål- eller aluminiumplåten placeras.
- Svetsa 2 släta och perfekt runda stift till hörnen.
- Skjut kullagersatserna på stiften.
- Borra i mitten av hörnen längs hålet.
- Sätt in komponenten som består av ett profilrör och 2 stänger, svetsade tidigare, i dessa hål.
- Fäst bussningarna på stängerna och svetsa fast dem i hörnen.
- Skjut kullager på ändarna av stängerna.


Montera strukturen och smörj lagren genom att fylla dem med litol, fett eller grafitfett. Denna enhet är utmärkt för plåtapplikationer.
Användbara tips
Det rekommenderas att måla hela strukturen, eftersom den kommer att användas på gården och inte hemma. Målning i rätt tid kommer att förhindra att den rostar.
Använd inte en träbockningsmaskin för att böja ark tjockare än 1 mm. - detta kommer att leda till dess snabba sammanbrott. Den är inte utformad för en sådan ansträngning.
Å andra sidan, använd inte en bockningsmaskin som är för kraftfull för tunt stål. Böjning för snabbt kommer att bryta arket, resultatet är en spricka. Speciellt sprickor förstör vanliga galvaniserade plåtar med tiden. Varje enhet är designad för en specifik belastning.
Ibland kan en arbetare inte böja stål med en tjocklek på mer än 2 mm på en kraftfull plåtbockningsmaskin.... Även när bockningsmaskinen har långa spakar kan hjälp av andra arbetare krävas. På professionella manuella bockningsmaskiner böjer arbetare stålplåtar i två, tre eller använder en mekanisk anordning med en 12-kilowattsmotor. Det senare alternativet är tillämpligt på en fabrik där till exempel korrugerade takplåtar, nockhörn, lådor, L-formade lister för trösklar och flera andra typer av produkter tillverkas av remsor av färdig stålplåt.

En välgjord listogib repar inte ens färg eller galvaniserad stålplåt och böjer den. För att undvika repor och skavsår på en sådan beläggning, sätt in arken i bockningsmaskinen mycket försiktigt.
Varje bockningsmaskin utsätts för gradvis slitage, även om den är tung och superhög kvalitet. Rörliga, gnuggande vridande delar (gångjärn, lager) måste smörjas minst en gång om året - med sällsynta, enstaka arbeten. Frekvent och långvarig drift kan kräva smörjning en gång i månaden, kvartalsvis - dessa delar upplever ökad överbelastning och är inte helt friktionsfria. Kontrollera styrkanterna – med tiden kan de också bli matta och tandade och plåten böjs sämre och grövre, med ojämnheter och buckliga områden.
Använd inte rostfria stålplåtar som material... Den betydande segheten hos denna legering gör dessa plåtar svåra att bearbeta.
Vid tillverkning av en plåtbockningsmaskin, undvik svetsfogar som skadas av belastningar som hela tiden ändrar riktning till motsatt.
Försök att hålla maskinen så enkel som möjligt utan att lägga till onödiga detaljer.... Enkelhet är en vän av tillförlitlighet. Extra delar kan lägga till extra vikt.


Plåtbockningsmaskinen är inte lämplig för bockning av arbetsstycken, som sedan används i konstnärligt smide - dess kniv är inte konstruerad för figurskärning av stålarbetsstycken från 2 mm. Böjkniven skär i princip bara rakt. Använd specialiserade metallbearbetningsmaskiner på en annan nivå som löser detta problem.
Använd handskar, skyddsglasögon och skyddskläder när du arbetar med elverktyg, inklusive elverktyg. Detta kommer att minska sannolikheten för skador från vårdslös körning. Arbetarens ammunition ska inte fästa vid själva anordningen under arbetet.
Slutsats
Om tillverkningen av en manuell bockningsmaskin visade sig vara bortom din styrka och kunskap, bör du använda en färdig anordning. Det kostar cirka 60 tusen rubel. Men den här metoden är bara bra för dem som inte vill gå miste om vinster genom att sätta böjningsarbete i drift.
Hur man gör en gör-det-själv bockningsmaskin - se nedan.













Kommentaren skickades.