Låssmedmejslar: syfte och tips för att välja

Vissa jobb kräver ett specialverktyg utformat för mekanisk påverkan med destruktiv kraft. En sådan anordning är en mejsel. Han kommer att diskuteras i artikeln.

Vad det är?
Låssmedens mejsel är en stötskärningsanordning för bearbetning av metall eller sten. Den är gjord av verktygskolstål. Spetsen på verktyget är i form av ett blad.
Verktyget är multifunktionellt, men det används främst för:
- bryta stenar;
- avverkning av metall;
- slå ner plattor;
- "Skärande" spik-/nithuvuden och liknande fästelement;
- skruva loss / dra åt bultar och muttrar med "lappade" kanter.


Enhet
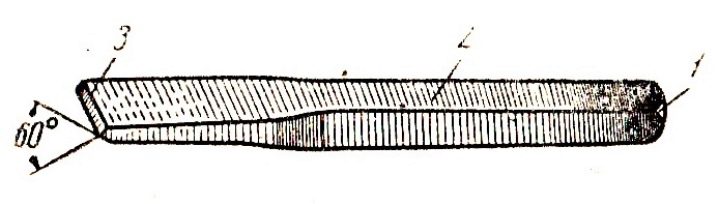
Diagrammet visar enheten för en snickarmejsel: 1 - huvud, 2 - stång, 3 - blad.
I allmänhet är en mejsel en rak stång, i vars sektion en rektangulär, rund, oval eller mångfacetterad form kan spåras. Den är slipad på ena sidan (arbetsklinga). Den andra änden är avsedd för hammarslag. För att säkerställa befälhavarens säkerhet under arbetet kan en skyddande "svamp" installeras på mejseln. Det är ett ihåligt handtag med en pärla av gummi, trä eller plast. Det bör dock komma ihåg att endast konstruktionsalternativ för verktyget vanligtvis är utrustade med en skyddande svamp. På samma mejslar är han som regel frånvarande.
Arbetsbladet har dubbelsidig skärpning med primära och sekundära skärvinklar. För att öka livslängden på skärbladet är det något matt. Mejselns skaft och arbetsblad utsätts för värmehärdning utan att misslyckas.
Typer och egenskaper
Det finns ett 20-tal olika typer av verktyget i fråga. Låt oss lista de mest kända av dem.
- Mejsel - används för arbete med ohärdad metall.
- Gäddmejsel - används med pneumatiska anordningar (domkrafts- och flishugghammare).
- Mejselkors - utrustad med en avsmalnande skäregg. Används för att stansa spår eller spår i metall.



- Spårmejsel - en underart av en tvärskärare med en formad skäregg.
- Smedmejsel - monterad på ett långt trähandtag (som en hammare). Detta gör att handen som håller enheten kan tas bort från den heta metallen. Användningen av kall metall för skärning är inte utesluten.
- Scarpel mejsel - en skarpare anordning i jämförelse med den konventionella modellen, som används för att arbeta med stenar. Arbetsbladet för detta alternativ liknar ett blad. Det hjälper till att jämna ut stenen, som främst används av skulptörer. Verktyget är utrustat med en gummisvamp, som skyddar mästaren inte bara från slag mot händerna utan också från spridning av fragment.



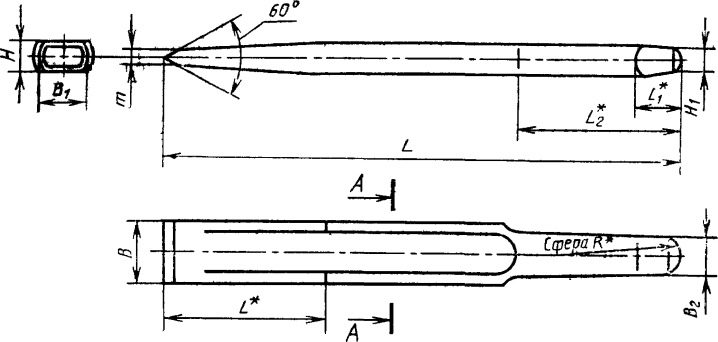
Verktygets huvudsakliga egenskaper inkluderar typen av fixtur, dess syfte (för bearbetning av mjuka, medelhårda och hårda metaller). Typen av slagdel (avsmalnande eller rak) beaktas också. Mejslar tillverkas i flera varianter av komponentdelar (enligt kraven i GOST 7211-86). Tilldela verktyg med ett handtag:
- platt oval sektion;
- oval sektion;
- sexkantig sektion;
- I-sektion.



Av typen av slående del finns det alternativ som har:
- konisk arbets- och slagdel i bredd;
- rakt arbetande slagdel i bredd.
Om enheten är avsedd för skärning av metaller, när den skapas, används kolstål av kvaliteterna U7, U8, U9, U7A, U8A, etc.Om verktyget är skapat för att bearbeta stenar, tar de strukturella alternativ för stål 45, 50, 50X, som dessutom kan utrustas med hårdmetallskär, till exempel från Pobedit.
Mejseln med segerlodning är lämplig för arbete med betong, metall, olika raser. En sådan mejsel kommer att hålla längre än en enhet utan lödning. Det kommer också att hålla längre utan att skärpa.
Enligt de tekniska kraven för GOST måste mejslarnas hårdhet motsvara vissa parametrar. För en arbetsyta på en längd av minst hälften från skäreggen för stålsorter 7ХФ, 8ХФ är denna siffra 56-60 HRC. För U7A, 8HF anges ett värde på 54-58 HRC. För den slagande delen i en längd av minst en och en halv gång från den slagande änden för 7HF, 8HF är den fastställda normen 41-46,5 HRC. När det gäller U7A, 8HF, här ligger indikatorerna i intervallet 36,5-41,5 HRC.


Andra stålkvaliteter kan användas för att skapa produkter. Det viktigaste är att de mekaniska egenskaperna hos materialet i det bearbetade tillståndet inte är sämre än för de ovan beskrivna sorterna.
Mejslar måste ha en skyddande och dekorativ beläggning. Enligt GOST 9.306 och 9.032 kan detta vara:
- oxid med olja, fosfat med olja eller krom med en tjocklek av 9 mikron;
- krom 1 mikron tjockt med ett nickelunderskikt applicerat genom katodisk reduktion med en tjocklek av 12 mikron;
- galvaniserad med en tjocklek av 15 mikron med kromatering och fosfat, följt av målning av mejselns ytor med nitroglyftalamalj NTs132 i olika färger enligt klass II;
- kadmium 21 mikron tjockt med kromatering;
- krom 1 mikron med ett nickelunderlag 14 eller 7 mikron tjockt.
Mejselstorlekar varierar. Längden varierar från 100 till 200 mm, inklusive alternativ med indikatorer på 125, 160 mm. Arbetsdelens bredd kan vara 5-20 mm. Viktmässigt kan lättare versioner väga mellan 210 och 380 g. Tunga (används med elverktyg) kan väga mellan 590 och 750 g.


Skärpningsvinklarna kan också variera. För mjuka metaller används produkter med skarpare vinkel (ca 35 grader). För hårdmetaller krävs en större vinkel (45-70 grader).
Urvalstips
Innan du köper en mejsel är det värt att först och främst bestämma vilken typ av arbete den kommer att användas för: konstruktion eller låssmed. Den största skillnaden mellan verktygen är närvaron eller frånvaron av säkerhetselementet, som nämndes i början av artikeln. På grund av detta reduceras dimensionerna och verktygets arbetsområde ökar.
Det är också värt att uppmärksamma stålkvaliteten från vilken mejseln är gjord. Listan över rekommenderade materialtyper ges ovan. Stämjärn av högsta kvalitet har god seghet. Detta minskar risken för att bladpartiklar ska flisas av under drift, vilket gör verktyget säkrare. Mejslar tillverkade av mjukt stål eller med ohärdade blad försämras snabbt.


Du bör inte välja billiga modeller från föga kända tillverkare, de kan visa sig vara av dålig kvalitet. Ge företräde åt pålitliga varumärken.
Hur man använder?
- Innan du börjar arbeta med en mejsel måste du se till att dess arbetsyta är intakt. För att göra detta räcker det att inspektera kanten på bladet för sprickor, spån och liknande defekter. Om du hittar dem rekommenderas det inte att arbeta med verktyget för att undvika skador.
- Var noga med att använda glasögon och handskar när du arbetar. Det är möjligt att komplettera enheten med en skyddande gummikudde, vilket kommer att öka befälhavarens säkerhetsnivå. Tänk på att verktyget måste vara torrt, annars kan det glida ur handen (det gäller både hammaren och själva mejseln). När du arbetar är det nödvändigt att noggrant övervaka att det inte finns några främlingar i närheten.
- Glöm inte att märka upp materialet. En tunn men skrymmande plåt kan skäras på ett städ. Mejseln ska hållas upprätt. Om arbetsstycket är litet, men har en stor tjocklek, är det bättre att klämma fast det i ett skruvstycke. Svamparna ska vara i linje med markeringarna.Om tjockleken på metallen är betydande, bör markeringslinjen placeras 4 mm ovanför dem. Hammaren slår kort och tydligt baktill på mejseln i rätt vinkel.


- När du arbetar med metallplåt, ta hänsyn till deras typ och tjocklek (tjocka plåtar bör skäras i flera omgångar). Om du behöver hugga av en bit tråd med en mejsel, försök inte göra det i ett slag, eftersom den avskurna delen kan flyga av i en slumpmässig riktning, vilket kommer att få dig att slösa tid på att leta efter den. Bättre att göra ett lätt slag (klipp) av en liten storlek och bryta av den bit du behöver, som i slutändan kommer att förbli i dina händer.
- Glöm inte att hammarens vikt måste vara minst flera gånger större än mejselns vikt. Annars kommer arbetet att bli ett verkligt problem: hammaren kommer att glida av ytan på den slående delen av mejseln, och produktiviteten kommer att vara nära noll. Hammarens tillstånd är också viktigt, i synnerhet tillförlitligheten av dess fäste på handtaget. Om den träffande delen av verktyget hoppar ut ur hållaren under drift finns det risk för skador.
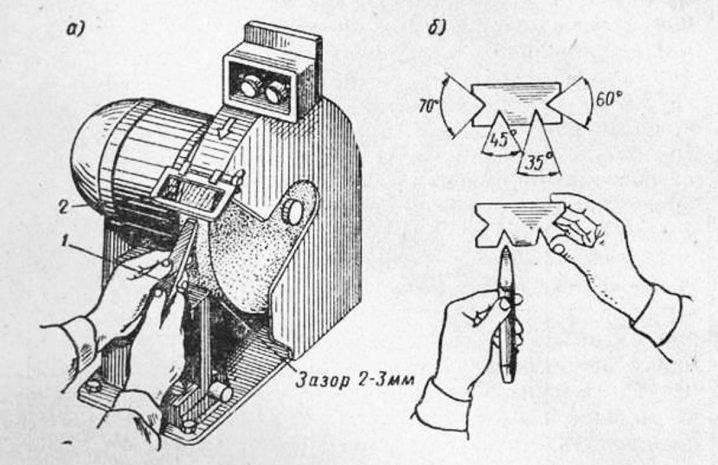
- Tänk på att mejseln måste ha rätt skärpningsvinkel. Ju hårdare metall att arbeta med, desto större blir vinkeln. För gjutjärn, hårt stål och brons antas en skärpningsvinkel på 70 grader. För material med medelmjukhet och mjukt stål (mässing, zink, koppar) - 60 grader. För aluminium krävs ett verktyg med 40 graders skärpningsvinkel.


Skärpningsfunktioner
För att utföra självslipning måste du förbereda en liten tank med rent vatten, i vilken du med jämna mellanrum kommer att placera det uppvärmda verktyget (för att undvika att dess initiala härdning mjuknar). Slipning utförs i änden av smärgelhjulet. Mejselbladet ska vara mot smärgelhjulets färdriktning (för att säkerställa att gnistor böjs nedåt). Beroende på omgivningstemperaturen och smärgelhjulets/stenens rotationshastighet bör mejseln kylas i 30 till 60 sekunder.
Om du överexponerar kanten kan den överhettas och förlora sin hårdhet. Detta kommer att göra det omöjligt att hantera hårda material. Vid slipning, byt kontaktsidan på skärbladet, eftersom mejseln har en tvåvägsutlopp. Periodisk vändning gör det möjligt att bibehålla korrekt geometri. Slipning kan också utföras på en smärgelsten, men detta kommer att ta längre tid (i det här fallet utförs processen genom att gå framåt).
Se nedan för mer information.













Kommentaren skickades.