Hur tillverkas självgängande skruvar?

Att veta hur självgängande skruvar är gjorda är användbart även för de som bara ska använda dem. Men för att organisera ny produktion är något annat viktigare - vad är tekniken och vilka maskiner kommer att krävas för deras tillverkning. Det är viktigt att välja mellan rysk och annan utrustning, samt noggrant studera funktionerna hos specifika modeller.


Vilka råvaror är de gjorda av?
Produktionsprocessen för självgängande skruvar är otänkbar utan användning av noggrant utvalda råvaror av speciella märken. Tre metaller används oftast:
- mässing;
- högkolhaltigt stål;
- stål med rostfria egenskaper.
Metallen är vanligtvis formad som stavar eller trådar. Sådana produkter tillverkas i alla företag som handlar med valsade metallprodukter. Därför finns det inga speciella problem med att få fram råvaror. För 1000 kg stål tar de cirka 2500-3000 rubel.
Denna volym räcker till för produktion av en halv miljon självgängande skruvar eller en liknande mängd.


Vad ska det vara för maskin?
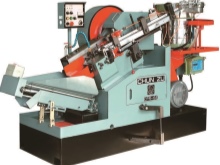
För tillverkning av självgängande skruvar behövs en mängd olika utrustning, och dragverket är av stor betydelse bland dem. Det möjliggör produktion av tunna metallstavar. En sådan apparat är en ugn med speciella komponenter (matriser), som är utrustade med systematiskt minskande hål. Staven värms till hög temperatur. Antalet stansar som passerar påverkar direkt den resulterande diametern. Den så kallade kallhuvudmaskinen spelar också en viktig roll i arbetsprocessen. I denna enhet skärs den färdiga stången till önskad storlek. Dessutom bildas huvudet på de resulterande självgängande skruvarna. Slutligen dyker det upp en extra lucka på huvudet. Tack vare detta kan du säkert arbeta med fästelement med en skruvmejsel.
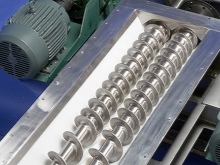
Det är omöjligt att göra med frigörandet av självgängande skruvar och utan ett gängrullningssystem. Som namnet antyder är den här enheten designad för att skapa sniderier. Skärningssteget och formen på ytan som ska skäras justeras med hjälp av specialverktyg. Slutsatsen är enkel: för att skapa produkter med olika trådar måste du skapa ett lager med stansar i olika storlekar. Men det räcker inte att bara göra spåren - det kommer också att kräva bearbetning i en härdningsugn.


Utan att passera genom den blir den färdiga produkten för mjuk. Det kommer att vara omöjligt att sälja eller på något sätt använda det. Förfarandet är ganska enkelt (externt): först och främst värms metallen upp och sedan reduceras dess temperatur kraftigt. Därför är det ganska uppenbart att berättelserna om den multifunktionella minimaskinen för tillverkning av självgängande skruvar är något listiga. Om det finns sådana enheter uttrycks deras mångsidighet endast i en mängd olika skärlägen, och för varje arbetssteg, för andra tekniska operationer, kommer andra installationer fortfarande att vara ansvariga.
Det är också nödvändigt att använda till exempel galvaniseringsbad. Med deras hjälp appliceras en speciell beläggning med anti-korrosionsegenskaper. Nyanserna av teknisk bearbetning bestäms av typen av beläggning som appliceras. Men du kommer definitivt att behöva bearbeta skruvar i flera bad. Vid elektroplätering krävs god torkning. Det räcker inte att sätta arbetsstyckena i det fria. Torkning på specialutrustning är önskvärt. Du behöver också packmaskiner. De lägger de färdiga produkterna i speciella påsar.
Modern automation kan själv räkna det nödvändiga antalet självgängande skruvar.


Populära märken
När du köper verktygsmaskiner från ryska tillverkare med låg produktivitet (från 50 till 70 stycken per minut), måste du betala från 170 till 200 tusen rubel. Ju högre prestandakrav, desto dyrare blir hårdvaran. System från Kina som gör 250-300 självgängande skruvar per minut kostar från 500 tusen rubel. Vissa modeller säljs för 700 tusen. Apparater med samma prestanda tillverkade i Österrike och Tyskland säljs för 750-1100 tusen rubel per maskin.
Ett antal amerikanska företag marknadsför flitigt sin reklam. Men hela deras funktion reduceras endast till bildandet och presentationen av varumärket. Nästan alla kopior görs i Kina, och det finns enkla licenstagare i USA. Rent tekniskt är det ingen skillnad för konsumenten. I detta fall kommer priset att inkludera kostnader och vinster längs hela kedjan.


Det anses ofta att tysktillverkade spisar är mycket bra. Och i allmänhet är detta sant. Men detta segment domineras av kontinuerlig driftcykeldesign. För små industrier och semi-hantverksverkstäder kommer batch-typ ugnar att vara mer nödvändiga. Produkter av detta slag levereras av vissa inhemska företag. Råmaterial i en ugn med intermittent kretslopp laddas i perforerade fat. Dessa tunnor används också för att fylla i kyltankar. Många extrautrustningar tillverkas för hand. Att hitta ritningar och diagram är inga problem nu. Du måste bara noggrant studera den officiella tekniken för att eliminera fel.
För små företag som tillverkar självgängande skruvar är Candid AS3016 idealisk. Det är en halvautomatisk modell som även låter skruvar och skruvar tillverkas. Kostnaden för sådan utrustning är cirka 3000 konventionella enheter. Det är sant att hans produktivitet inte är särskilt hög - högst 25 fästanordningar per minut. Den halvautomatiska typen av maskin innebär att dess operatör måste utföra ett antal manipulationer, men för nybörjare är detta den idealiska lösningen.


Huvuddelen av maskiner för tillverkning av självgängande skruvar tillverkas fortfarande i Kina och Taiwan. I Ryssland finns det bara ett fåtal organisationer som specialiserar sig på produktion av sådan utrustning. Kostnaderna för att köpa den, med hänsyn till fraktpriser, är ganska betydande. Bland ryska leverantörer är den obestridda ledaren Samstal. Också anmärkningsvärt är produkterna:
- FOB;
- LianTeng;
- Innor.


De enklaste versionerna kan producera upp till 60 hårdvara per minut. Avancerad design ger upp till 250 enheter per minut. Vissa versioner är konfigurerade för att släppa andra typer av produkter. Detta gör att du kan utöka produktsortimentet, och trots de initialt ökade kostnaderna lönar sig ett sådant beslut snabbt. Kostnaden för de mest prisvärda automatiska verktygsmaskinerna för tillverkning av hårdvara med en uppskattad produktivitet på 50 stycken per minut är minst 13 tusen US-dollar.
Modeller designade för kvalificerade högklassiga proffs gör ibland upp till 300 hårdvara per minut. En genomsnittlig rysk verktygsmaskin kommer att kosta cirka 90-100 tusen rubel. Det kommer att kosta cirka 500 tusen rubel att köpa en komplex linje med all nödvändig utrustning.
Det är inte värt att spara på detta. Endast högkvalitativ utrustning betalar sig verkligen, och ett antal billiga modifieringar slits snabbt ut.


Teknologi
Tillverkningen av självgängande skruvar kan naturligtvis inte reduceras endast till anskaffning av lämplig utrustning. Det första steget i den tekniska processen är naturligtvis att skära tråden i sektioner med önskad längd. I samma ögonblick bildas en hatt. Därefter transporteras färdiga produkter längs ett transportband till en specialiserad maskin. Det är där som ristningen appliceras; förutom redan nämnda härdning, tvättning och torkning krävs sortering. För din information: sortering och packning av självgängande skruvar utförs inte alltid på specialmaskiner.Ett antal små fabriker är byggda på ett sådant sätt att denna verksamhet utförs av särskilt engagerade medarbetare.
Enkelheten hos moderna maskiner är sådan att i princip kan 1-2 personer vara engagerade i hela processen. Det finns inte heller några särskilda svårigheter med reparation och underhåll. Gängmaskiner håller arbetsstycken på plats med hjälp av vibrerande grepp. Galvanisering innebär vanligtvis fosfatering eller oxidation. I vissa fall appliceras vit eller gul zink. I princip, när beläggningen har applicerats, kan de självgängande skruvarna användas omedelbart för sitt avsedda ändamål. Härdugnen kan värmas upp till ca 900 grader. Den innehåller ett kallare fack; det kan också övas på att transportera den till en annan ugn vid lägre temperatur.



Dragmaskiner med bra prestanda kan endast fungera normalt när de använder smörj- och kylvätskor. Korrekt ritning innebär inte bara bildandet av den erforderliga geometriska konfigurationen, utan också förbättringen av mikrostrukturen. Vid tillverkning av självgängande skruvar används utrustning som inte har funktionen att linda upp material på en spole. En annan procedur, härdning, hjälper till att korrigera materialfel efter härdning. För maskiner med kall riktning är korrekt inriktning av alla komponenter mycket viktig.
Förberedda produkter dumpas i silos eller korgar. Att skära av arbetsstycket på en kallskärningsmaskin kan göras både öppet och stängt (med en hylsa kniv). Denna metod ger en plan-parallell skärning och en enhetlig volym av enskilda arbetsstycken. Därför blir det mindre svårigheter med vidare bearbetning.
Oftast tillverkas självgängande skruvar som erhålls på maskiner med kall rubrik i enlighet med DIN-standarder.


För hur självgängande skruvar görs, se nästa video.













Kommentaren skickades.