Översikt och glödgning av kopparbrickor

Granskning och glödgning av kopparbrickor är ett mycket viktigt ämne inom det moderna tekniska området. En översikt över seten med tätningsbrickor 10x14x1 mm och andra storlekar är av stor vikt. Det är mycket användbart att veta hur man härdar dem, liksom vad är de grundläggande kraven för den befintliga GOST.
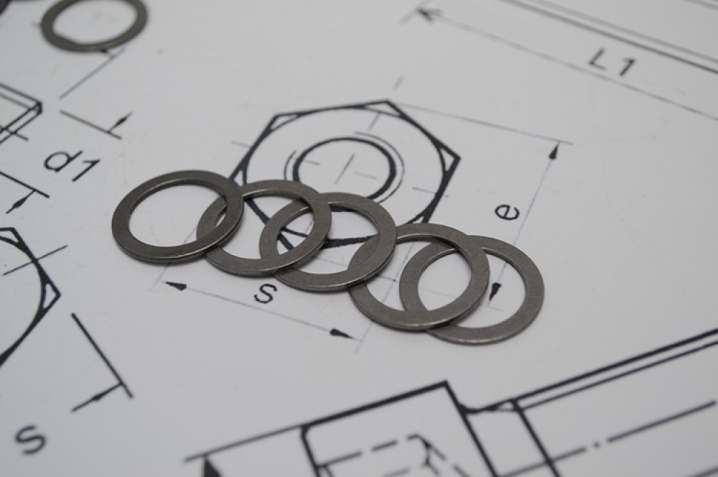
Beskrivning och syfte
Användningen av olika tätningselement övas för att förbättra tillförlitligheten och stabiliteten hos skruvförband. Valet av material för brickan bestäms av vilka effekter anslutningen kommer att uppleva. Kopparbrickan är bäst lämpad där det är förhöjda temperaturer och tryck kontinuerligt eller intermittent. Därför används det i stor utsträckning inom verkstadsindustrin vid montering av mekanismer designade för högt tryck. Först och främst talar vi om bränsle och hydraulisk utrustning.


Attraktionskraften hos kopparbrickor för en baksida på en motorsåg och för en bilavtappningsplugg är också förknippad med:
- hög kemisk beständighet hos deras material i en aggressiv miljö;
- utmärkt korrosionsbeständighet;
- bevarande av tätningsfunktioner under inverkan av förhöjda temperaturer, såväl som med betydande fluktuationer i den termiska regimen;
- vibrationsmotstånd;
- styrka och stabilitet hos grundläggande egenskaper under betydande tryck.

Sådana fästelement kan också användas i bilmekanismer, vars alla delar ständigt värms upp medan de fortfarande är fuktade. Denna höga ansvarsnivå gör att dessa brickor uppfyller mycket höga krav. Överensstämmelse med GOST specificerad för en specifik typ av produkt är av avgörande betydelse. Överensstämmelseinformation finns på satsens originalförpackning och på det medföljande kvalitetscertifikatet. Uppnåendet av de erforderliga egenskaperna beror i första hand på råvarans egenskaper.

Hur brickorna ser ut beskrivs tydligt i GOST 18123-82. Enligt denna standard ska det inte finnas några avvikelser från den släta formen på ytan. Inga grader eller sprickor är tillåtna. Brickor med tecken på korrosion eller med metalldropp uppfyller inte heller normerna. Grovhet på mer än 3,2 mikron gör det också möjligt att inte acceptera produkten.
Kontrollprocessen innebär först och främst en visuell kontroll. Vid behov utförs en noggrann studie genom ett förstoringsglas. Grovhet bedöms av indikatorstandarder i enlighet med GOST 9378-75 eller med hjälp av specialiserade mätanordningar.
Ibland är kopparbrickan belagd med ett speciellt pulverlager för att ge ytterligare korrosionsbeständighet. Denna beläggning regleras av GOST 9.302-79.

Funktioner i produktionen
Strukturellt kan uppsättningar av kopparbrickor representera samlingar av runda, ibland rektangulära skivor. De särskiljs tydligt av sina exakthetskategorier. Standard noggrannhetsnivå - B, ökad noggrannhetsnivå - A. Tekniken som används nu innebär tillverkning av kopparbrickor genom skärning eller extrudering från metall. De initiala elementen kan vara antingen ark eller plattor.

Tätningsprodukten ska glödgas och sedan klargöras. Den kan inte ha repor och bucklor. Det ska inte heller finnas några hack som hindrar brickans funktion. Rollen av glödgning är att öka metallens plasticitet, på grund av vilken deformationen av delen med ett temperaturfall utesluts.
Kopparkvaliteter M1, M2, M3 används oftast för tillverkning av brickor. Bland dem är M3 det bästa valet. Det är sant att metallen kan ersättas beroende på nyanserna i framtida drift.
I vissa fall används mer exotiska sorter av koppar som innehåller små mängder syre och fosfor.

Glödgning utförs direkt i produktionen, men om produkten lagras under lång tid måste du upprepa proceduren.

Materialkvaliteter
Den officiella märkningen av kopparbrickan indikerar alltid närvaron av pulverbeläggningar. P29 klass produkter är galvaniserade och passiverade. P34-märke betyder att produkten endast passiveras. I de fall där standarden tillhandahåller mer än en noggrannhetsklass, placeras dess beteckningar i början av varumärket. Sammansättningen av märkningen inkluderar:
- typ av utförande;
- avsnitt av tråden;
- deltjocklek;
- kemiskt varumärke;
- villkorligt index;
- tjockleken på den använda beläggningen;
- tillämpad standard.
Det finns sådana grundläggande standarder:
- GOST 10450-78 (små produkter)

- GOST 6958-78 (förstorade brickor)

- GOST 11371 (platta strukturer)

- GOST 19752-84 (platta packningar av metall för tätning)

- DIN 7603 A (tätande kopparringar).


Koppar-aluminiumbrickan har ett speciellt märke - SHAM. Det finns skillnader i diameter. Andra märken:
- DIN 125 (grundläggande)

- DIN 433 (smal, för foder)

- DIN 7349 (för fjäderstift)

- DIN 988 (stöd, för justering)
- BRED (kroppstyp).

Hur man glödger ordentligt
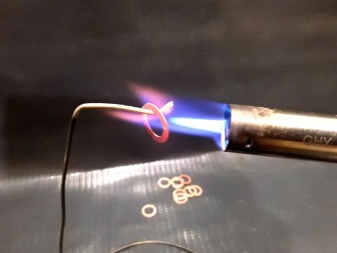
Det är värt att avfyra kopparbrickor under munstyckena om bara för att lindra inre spänningar som oundvikligen uppstår under materialbearbetning i produktionen. Men det är mycket viktigt att följa denna procedur tydligt. Processen utförs vid uppvärmning till 700 grader. Därefter kyls delarna mjukt på naturligt sätt vid normal temperatur tills de svalnar till +25 grader Celsius.
Värmebehandling utförs med en svetsbrännare. Lågan tänds i den med hjälp av syre och acetylen som tillförs från olika cylindrar. En annan viktig nyans - handskar och glasögon krävs. Det bör finnas en brandsläckare nära arbetsplatsen. Efter att ha anslutit slangarna till cylindrarna är det nödvändigt att öppna acetylenventilen på brännaren med 50%. Efter att ha tänt upp gasen, vänta tills en orangeröd låga dyker upp.

Därefter öppnas syrgasventilen tills en blå låga dyker upp. I detta ögonblick är brickorna brända. Elden riktas mot pucken och riktas längs ytan, vilket ger ett körsbärsrött sken. Stäng därefter omedelbart båda gasventilerna. Sedan, som redan nämnts, måste du låta produkterna svalna.

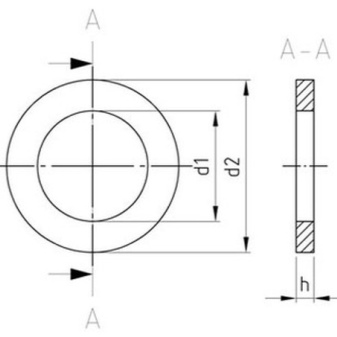
Mått (redigera)
Dimensionerna på kopparbrickor varierar mycket beroende på tillämplig tillverkningsstandard och användningsområde. I inhemsk praxis finns det följande grundläggande dimensioner:
- tätningsbrickor för KAMAZ 6x12x1 (1,5), 8x12x1,0;
- tätning för oljerör från KAMAZ och MAZ 8x12x1,5, 9x15x0,7;
- för KAMAZ-injektorer 9,7x17,5x1,5;
- för bränsleledningar 10x16x1,0 (1,5).
Ett bra exempel på produkter med en tjocklek på 1 mm är modifieringen 10x14x1. De exakta måtten blir 10,3x14,6x1,0. En enstaka kopia väger 0,67 g. Utsläppet av 10x14 brickor görs åtminstone i omgångar om 10 stycken.
Viktigt: endast ryska tillverkare försöker hålla dessa dimensioner exakt.

Produkten är också populär med storleken 5x10x1, samt 10x12x1, 38x52x3. Produkter i kategorin M10, inklusive M10x14, skiljer sig åt:
- med en diameter på 10 mm (inte utan anledning tagits ut i beteckningen);
- väger 3 gram;
- med en innerdiameter på 20 mm.


Slutligen efterfrågas kopparbrickor i följande storlekar på marknaden:
- M8;
- M12;
- M14;
- M16.

En detaljerad process för glödgning av kopparbrickor presenteras i följande video.













Kommentaren skickades.