Allt om diamantslipskivor

Diamantslipskivor är förbrukningsbara. De används i automatiska, vinkel-, manuella maskiner för slipning, skärpning etc. De används i smycken - vid skärning av stenar, såväl som för bearbetning av superhårda ytor, glas, keramik, etc.


Egenheter
Diamantklingor kännetecknas inte bara av sin höga effektivitet och långa livslängd, utan också genom sin självslipande förmåga, kombinerat med en idealisk balans mellan seghet och skörhet. Verktyget används inte bara i industrin, utan också i hushållsförhållanden.
Den breda distributionen och det överkomliga priset förklaras av minskningen av kostnaden för att producera konstgjorda diamanter - de används i mer än 90% av slipmedelsproduktionen.
Själva skivorna är gjorda av aluminiumlegeringar eller stål. En speciell sammansättning av bakelitharts med tillsats av diamantflis av olika fraktioner appliceras på ytan av ämnena i ett tunt lager. Det bör noteras att industrin hittills inte har uppfunnit något som är överlägsen i hårdhet jämfört med diamantversionen av slipmedlet. Den närmaste betydelsen är bara kubisk bornitrid - borazon, elbor. Resten av de slipande ämnena är inte alls konkurrenter i bearbetningen av ferriter, cermetkompositer och andra hårda legeringsmaterial.


Viktigaste egenskaperna
En av huvudegenskaperna anses vara hårdhetsindikatorn. Nästa viktiga indikator är koncentrationen av diamanter per kubikcentimeter, mätt i karat. Standardtypiska indikatorer för dessa värden enligt nuvarande GOST: K25 (1,1 ct / cm3), K50 (2,2 ct / cm3), K75 (3,3 ct / cm3), K100 (4,4 ct / ccm3), K125 (5,5) ct/cm3) och 150 (6,6 ct/cm3). Koncentrationen kan dock ändras uppåt eller nedåt.
Vikten av detta värde är att det har en betydande inverkan på några av de tekniska parametrarna för disken och dess kostnad. Hård bindning, låg diamantdesign är betecknad K125.
Det är denna indikator som kan hålla den perifera geometrin oförändrad under hela slipcykeln.

Fördelningen och fixeringen av kolkornet på arbetsskiktet assisteras av en bindekomposition, det så kallade bindemedlet. Inom produktionsteknik används tre grundläggande typer av buntar.
-
Metallisk. Ett arbetslager av denna typ är mest lämpligt för förbehandling, skärpning av delar gjorda av kermet och hårda legeringar, skär av stora lager av utsläppsrätter.
-
Galvanisering. Metallkropp med ett eller flera nickelskikt, belagd med kolslipmedel. Designad för skärning, slipning av mineralmaterial. Det är efterfrågat vid produktion av diamantborrenheter, slutbehandling av stansar, etc.
-
Organisk. När man skapar en organisk komposition används bakelit med användning av formaldehydhartser. Dess karakteristiska egenskap är låg värmeledningsförmåga; sådana enheter används i arbete utan kylmedelstillförsel. Som regel är detta finslipning och lappning.



Andra parametrar som påverkar enhetens prestandaegenskaper är typen av diamantskikt och dess bredd. Slipmedlet appliceras på den perifera eller änddelen av diamantskivan. Det är geometrin som påverkar storleken på slipmedlet och kostnaden för modellen.Höjd är ett värde som bestämmer strukturens hållbarhet, medan storleken på området i kontakt med arbetsstycket, och därför temperaturen på arbetselementen och andra komponenter, beror på bredden. Liten bredd möjliggör ökad skärhastighet och djup. Stora bredder betyder hög noggrannhet och renhet i arbetet.
Tekniken kräver att parametrarna för markytans bredd alltid överstiger hjulets arbetsparametrar. Enhetligheten i arbetsskiktets utveckling och dess självskärpning uppnås genom att uppfylla alla specificerade villkor.

Smärgeldiamanter kan bli 125 mm stora. Märkning 150x10x3x32 betyder en skiva med en diameter på 150 mm, en bredd på 10 mm, medan höjden är 3 mm och storleken på hålet är 32 mm. Samma tillvägagångssätt krävs för att dechiffrera egenskaperna hos slipning av diamanter 150x20x5x42x32; 150x20x3x40x32.

Artöversikt
Alla typer av diamantslipskivor som erbjuds av tillverkare är föremål för strikta GOST-regler, som i sin tur överensstämmer med europeiska standarder. Enligt accepterade standarder klassificeras en diamantskiva:
-
genom designparametrar och geometriska former;
-
genom formen på diamantskiktet och dess placering på produkten;
-
genom designskillnader av kroppsformer separat.

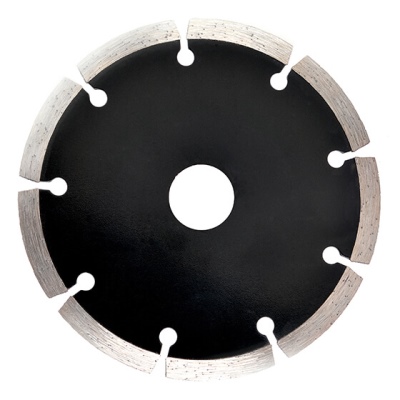
Av dessa är de mest populära skivformarna (platta), koppar och skålformade. Cirklarnas geometri kan vara av en rak profil, såväl som konisk, ringformad, med ensidig eller dubbelsidig underskärning, med ensidig nav, etc. Slitkraften hos sprutade slipstrukturer påverkas av kornstorleken - kornstorleken.
- Tallrik - tallrik, används vid bearbetning av stål, gjutjärn, glas. Denna typ används i processerna för att skärpa hårdlegerade lod, till exempel på sågar. Det är bra att ta bort färg- och lacklager med skivor.
- Kopp - skålformade diamantverktyg. Lämplig för svårbearbetade ytor: glas etc.
- Raka profilmodeller – Det här är platta skivor med diamantbelagda ändytor. Denna typ är vald för arbete med ytor som kräver exakta linjer.


För den slutliga poleringen av metallen och ge den en spegelliknande glans, används vulkanit (gummi) polerskivor. Det finns en mycket intressant sort - en diskett (AGShK). Dess egenhet är ett tunt lager av slipmedel. Det används i handverktyg för slipning av betong, porslinsstengods och andra material. Folk kallar dem "sköldpaddor".


Märkning
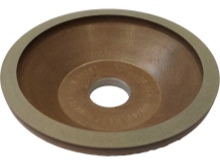
Den allmänt accepterade beteckningen av diamantskivor är en rad av två delar: data om designegenskaper, en beskrivning av modellens geometriska dimensioner, såväl som tekniska indikatorer för bindningen och diamanter. Tillverkaren kan även lägga till rader med ytterligare information till höger. För korrekt tolkning av de angivna uppgifterna kan du använda parametrarna för GOST 24747–90 som ett tips. Dessutom finns det tabeller som anger koder, diagram över de vanligaste produkterna. Illustrationen visar en konslipplatta med en diameter på 150 mm med en konvinkel på 20o. Skissen visar värdena för hålets diameter (22 mm) och storleken på diamantskiktet (6x4 mm).

Betydelsen av resten av markeringarna:
-
D16 är FERA-talet för kolkorn och K75 är dess antal per karat;
-
B är tecknet för den organiska bindningen enligt FERA, och T är koden för dess densitet.
Illustrationen nedan ger ytterligare information om jobbkraven (m). Förutom, tillverkaren kan indikera data om cirkelns begränsningshastighet, indikatorer för rotation: erforderlig frekvens, riktning, säkerhet.
-
Spannmål. En lika viktig indikator för konsumenten är kornstorlek, eftersom detta är huvudparametern som påverkar kvaliteten och renheten hos den polerade ytan. Glöm inte helheten av dessa indikatorer när du väljer storleken på smulan.
Till exempel:
-
Preliminär bearbetning - den erforderliga kornstorleken anges som D151, vilket kvalitativt minskar antalet passeringar, samtidigt som en garanterad hög effektivitet och sjunde klass renhet säkerställs;
-
finslipning - D54, produktiviteten är lägre, men högre renhetsklass - 10.
Det är nödvändigt att ta hänsyn till kornets storlek för skärdjupet; det bestämmer också tjockleken på det borttagna materialet i en enda passage. Det rekommenderade förhållandet är inte mer än en tredjedel av den spannmål som krävs enligt normen. På bilden nedan, en ögonblicksbild av diamantchips tagna under hög förstoring - 10-15 mikron.

-
Hårdhet. Denna indikator är viktig för bakelitstrukturer. För att göra detta, ställ in B, graderingen av hårdhet enligt GOST - R 52587-2006 med hjälp av bokstavsbeteckningar. Ju lägre hårdhetsindex, desto bredare diamantskikt och desto mindre spånstorlek. De används för finslipning vid låga skärhastigheter, ofta exklusive användningen av kylvätska. Snabbare eller djupare skär kräver ökad ythårdhet och kylning.

-
Noggrannhets- och obalansklasser - nästa värde i märkningen av diamantslipskivor. Sådan märkning är obligatorisk för skivor av traditionell tillverkning - dessa är två extrema märken på en linje. När det gäller diamantalternativ finns det inga GOST-krav.
Enligt tekniken är detta ett verktyg med ett litet lager av slipmedel; dessutom har den statliga standarden redan etablerat höga noggrannhetsstandarder för dem.

Populära modeller och tillverkare
Bland de populära tillverkarna på vår marknad kan du hitta både utländska märken och inhemska företag som har producerat dessa produkter sedan Sovjetunionens tid.
-
KLINGSPOR företag. Det tyska varumärket levererar mer än 1 700 typer av slipverktyg till världsmarknaderna, inklusive diamantskivor för flera ändamål. Segmentskivor är särskilt populära.
-
En av de största leverantörerna av slipmedel är BOSCH. Stort sortiment inklusive solida skivor. Stenkapning är en idealisk applikation för denna typ av diamantslipmedel.

-
"Poltava diamanter" - alla typer av kolverktyg för slipning, skärning, inklusive skivor - SK-TDR. Designad för behandling av mineralytor som sten.

-
Petersburg anläggning av slipprodukter "Ilyich", en av de äldsta. Företaget producerar självständigt konstgjorda diamanter (liksom diamantmikropulver).

Användningsomfång
De bredaste möjligheterna med diamantverktyg har gjort det möjligt att använda dem inom en mängd olika områden. Kolbeläggningens superhårdhet minskar avsevärt tiden för skärpning av hårdmetallverktyg, svårbearbetade material. Verktygsblad slipade med diamanter är mer effektiva, kräver ingen efterbehandling och behåller sin skärpa mycket längre än slipning med analoga slipmedel.
Slitstyrka:
-
för eneggade hårdmetallskärytor ökar indikatorn med 1,5 gånger;
-
för flerkantiga verktyg är dessa värden ännu högre.

Eftersom chips och sprickor inte bildas på ytan som behandlats med diamanter, används de för arbete:
-
med glas;
-
keramik;
-
porslin;
-
majolika;
-
kristall;
-
speglar osv.


Diamantslipmedel är oumbärliga i tekniken för att skapa optiska linser, för slipning av monitorer, skärmar. Det är omöjligt att göra utan dem i medicin - blad för mikrotomer, skalpeller, sprutnålar slipas med diamantverktyg. Dentala instrument för behandling och proteser behandlas också med kolslipmedel.


Diamantslipskivor tillverkas för slipmaskiner, fräsar och andra maskiner, specialverktyg inom stenarbete. En annan appliceringsmetod är att driva hjul tillverkade av andra slipmaterial med diamantskivor. Det korrekta och genomtänkta tillvägagångssättet för valet av slipande diamantstrukturer gör att alla arbeten och uppgifter kan utföras effektivt, utan defekter.















Kommentaren skickades.