Allt om Larsen Dowels

Början av 1900-talet präglades av ett stort antal upptäckter och uppfinningar inom området ingenjörsvetenskap och teknik. År 1902 gjorde en ingenjör från Bremen (Tyskland) Trigve Larsen en intressant observation: om metallremsor böjs i form av ett tråg, då kan de nitas ihop så att en kontinuerlig yta bildas. Den tekniska innovationen patenterades 1910 och snart började Tyssen-fabriken tillverka dessa produkter, uppkallade efter den tyska uppfinnaren.


Vad det är?
Spont - Larsen spont är en speciell sektionsprofil med rundade kanter - lås som kan förbindas med varandra och bildar en nästan ogenomtränglig yta. Närvaron av spår gör att du kan ansluta flera element samtidigt, utan att behöva använda svetsning.
Ansökningar
Idag används spontar framgångsrikt för:
- stängsel av dammar, reservoarer, dammar, slussar;
- skydd mot sönderfall och kollaps av väggar i grundgropar, diken, fundament;
- isolering av platser där aggressiva ämnen lagras (till exempel deponier och samlare), samt vägar och järnvägar;
- stärka områden av jord som är utsatta för jordskred;
- väggkonstruktion i tunnlar, underjordiska parkeringsplatser, garage;
- utrustning för dräneringsanläggningar;
- skapa ljudisolerade väggar (till exempel runt bullriga motorvägar);
- arrangemang av dräneringskanaler runt vägar;
- konstruktion av reservoarer för uppsamling av grundvatten;
- samt vid uppförande av kojer, broar, dammar.



Specifikationer
Spontens draghållfasthetsegenskaper måste vara minst 1497 MPa. Vikt 1 / lm, beroende på typ av spont, kan variera från 53 till 140 kg. En kvadratmeter väger från 78 till 252 kg. Tillverkare producerar spont i olika storlekar: längden kan vara från 5 till 22 meter. Prisparametrar beror på högens vikt och varierar i intervallet från 58 710 till 64 000 rubel per ton. Kostnaden per linjär meter är som regel inte fastställd.


Ett specifikt kännetecken för Larsen spont är omsättningen - antalet möjliga dyk och skåror som en profil tål, med bibehållen funktionsegenskaper. Denna parameter beror på kvaliteten på källmaterialet. Dessutom är det viktigt:
- profillängd (kort omsättning är högre);
- installatörernas kvalifikationer och respekt;
- begagnad utrustning;
- närvaron av svetsning i profilernas leder;
- tillståndet för den jord i vilken sponten förs in.



I genomsnitt antas antalet dykcykler vara sju, men beroende på ovanstående förhållanden kan detta värde fluktuera upp eller ner med upp till 50 %. För närvarande finns det ingen enskild statlig standard som reglerar egenskaper och tekniska villkor för produktion av Larsen spont. Tillverkare styrs vanligtvis av flera GOST: 4781 - 85, 7566 - 2018, 7565 - 81 och andra regulatoriska dokument som bestämmer materialets sammansättning, villkor för att testa produkter och andra parametrar.

Artöversikt
Spont kan delas upp enligt flera kriterier - materialet från vilket de är gjorda och formen på låset.
Efter materialtyp
Beroende på vilken typ av material som används för produktionen delas spont i metall och plast, i vissa fall är de gjorda av armerad betong eller trä.
Metallpålar
För tillfället är det vanligaste metallpålar. Som regel är de gjorda av lågkolstål av vanlig kvalitet, typ St3kp (GOST 380 - 2005). Den kemiska sammansättningen av detta material inkluderar: kol från 0,14 till 0,22%, kisel - mindre än 0,05%, mangan från 0,3 till 0,6%, nickel och krom - upp till 0,3%, kväve och arsenik - inte mer än 0,008%, koppar upp till 0,3%, skadliga föroreningar - svavel upp till 0,055%, fosfor upp till 0,04%, resten är järn.


De mekaniska egenskaperna hos St3kp är som följer: draghållfasthet: 363 - 460 MPa, sträckgräns: 190 - 233 MPa, relativ kontraktion: 22 - 25%. Temperaturregimen, som bibehåller de deklarerade driftsegenskaperna, varierar från -40 C till +400 C.
När det gäller hållfasthetsegenskaper uppfyller materialet fullt ut kraven, dessutom bidrar den låga kolhalten till god svetsbarhet. En viktig parameter är den relativt låga kostnaden för sådana metaller.
Enligt produktionstekniken är stålpålar indelade i:
- varm- och kallvalsad;
- svetsad;
- kombinerad.

Rullning är en förändring av formen på ett arbetsstycke med hjälp av roterande axlar av en viss profil. Beroende på temperaturregimen finns det två huvudtyper av denna tekniska process. Varmvalsning innebär uppvärmning av ämnet över omkristallisationstemperaturen för att underlätta den plastiska deformationsprocessen. Kallvalsning utförs vid rumstemperatur, vilket resulterar i en härdning av ytskiktet på grund av bildandet av arbetshärdning - en förändring i formen på metallkornet.

Beroende på syftet finns det fem huvudtyper av valsverk, varav en - sektion ett - är avsedd för tillverkning av spontprofiler, samt andra formade profiler.
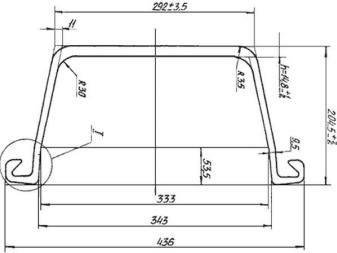
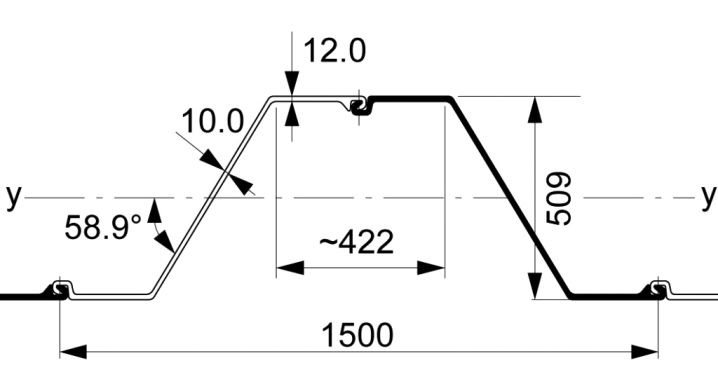
Profilformerna som en Larsen-tunga kan ha är väldigt olika: platt, kantig, trågformad, I-balk, Z-formad, S-formad, kombinerad, förstärkt, etc.

Den vanligaste är den trågformade profilen. Platt tunga används i de fall förankring inte är tillämplig, samt vid stängsel av runda ytor. Särskilda hörnelement används för att koppla ihop pålarna. I vissa fall görs mini-pinnar. Valet av en profil görs beroende på arbetsuppgifterna och utifrån projektet.

Plastpålar
På senare år, tillsammans med stål, används Larsen plastpinnar allt mer. Som regel används polyvinylklorid (PVC) för deras produktion. Den tekniska processen för sådana profiler kallas extrudering. Dess essens ligger i att tvinga en mjuk polymer (förening - "rå" PVC) genom hål av en given storlek och form (extruder). En nödvändig förutsättning för denna operation är uppvärmning till en temperatur på 80 - 120C.


Rå PVC-komposition, som inkluderar:
- färgningskomponenter (oftast används titanoxid och järnoxid för att erhålla vita respektive bruna färger);
- hjälpämnen som ger smörjning - möjligheten till obehindrad passage av blandningen mellan metallytorna på extrudern;
- fyllmedel införda i sammansättningen av föreningen för att korrigera de fysikaliska och mekaniska egenskaperna;
- mjukgörare, med hjälp av vilka motstånd mot negativa temperaturer och en ökning av elasticiteten säkerställs;

Jämfört med stålspont, kännetecknas plastprodukter av:
- korrosionsbeständighet;
- låg vikt, på grund av vilken kostnaderna för transport och installationsarbete minskar;
- låg kostnad för profilen;
- motstånd mot säsongsbetonade temperaturförändringar;
- elektrisk neutralitet;
- attraktivt utseende som gör att du kan använda profilen i landskapsdesign.

Nackdelarna inkluderar:
- hög termisk expansionskoefficient (det finns risk för förstörelse av strukturen om termiska spelrum inte tillhandahålls);
- lägre hållfasthetsvärden jämfört med stål;
- relativt låg motståndskraft mot ultraviolett strålning.
Enligt slottets form
Förutom profilen klassificeras spontpålar efter låsets form. Dessutom finns det andra pålar som inte har lås, samt modifieringar som använder svetsning. Dessa profiler kan kombineras med varandra för att ge en starkare anslutning. I länderna i det forna Sovjetunionen har sponten med rysk, ukrainsk produktion, såväl som de som levereras från europeiska stater, blivit utbredda. Idag är tre typer vanligast: L4, L5, L5-UM.

L4
|
Typ av tunga |
Materialkvalitet |
Användbar bredd, mm |
Löpmeter vikt, kg |
Vikt per kvadratmeter, kg |
Väggstyrka, kN/m |
Marknadsprevalens |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
hög |
- L5
|
Typ av tunga |
Materialkvalitet |
Användbar bredd, mm |
Löpmeter vikt, kg |
Vikt per kvadratmeter, kg |
Väggstyrka, kN/m |
Marknadsprevalens |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
väldigt högt |
- L5-UM
|
Typ av tunga |
Materialkvalitet |
Användbar bredd, mm |
Löpmeter vikt, kg |
Vikt per kvadratmeter, kg |
Väggstyrka, kN/m |
Marknadsprevalens |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
tillräckligt hög |
* Stål 16HG - låglegerat stål som innehåller ca 0,16% kol, 1% mangan och kisel, resten är järn och föroreningar; mekaniska och operativa egenskaper är nära i St3kp.
Dykningsmetoder
Byggandet av ett spontstaket börjar med en bedömning av byggarbetsplatsen, i synnerhet förekomsten av geologiska risker. Därefter genomförs ett projekt, på grundval av vilket matematiska beräkningar utförs med hjälp av specialiserade program. Det här tillåter:
- beräkna den erforderliga pålsektionen;
- bestämma det erforderliga nedsänkningsdjupet;
- ge rekommendationer för att vidta ytterligare åtgärder (efter behov).


För utformningen av staketet används vanligtvis markbalansmetoden, med hänsyn till de belastningar som verkar på det inuti och utanför, eftersom tryckbalansen störs under schaktning.
Vid beräkning av sponten används Blum-Lomeyer-metoden (grafisk-analytisk metod) med hänsyn till det aktiva och passiva trycket av jord och vatten, gropens djup och spontarnas vertikala storlek.
Dessutom menar vi nödvändigtvis typen av spontväggar, som kan ha två typer av konstruktion:
- ankare;
- ankarlöst.

Om ankartyp av spontväggar används, bör pålvändpunkten placeras i botten av utgrävningen, med den icke-ankare typen, på den plats där stödet för ankaret kommer att installeras.
Värdet på högens nedsänkningsdjup beror på jordens kvalitet: i närvaro av en siltig, sandig, lerig substans tas denna parameter från 2 meter, för tät jord - från 1 meter. Standarden STP 139 - 99 utvecklad av Gipromoststroy Institute används som ett vägledande dokument.
Efter beräkningen beskrivs nedsänkningstekniken. Pålinstallation kan göras på tre sätt:
- genom indragning;
- chockmetod;
- med hjälp av vibrationsutrustning.

Kärnan i den första metoden är införandet av pålar i jorden med hjälp av statisk kompression med hjälp av specialiserad utrustning. Denna metod är den minst produktiva, men erkänd som den säkraste och mest skonsamma (inget buller och vibrationer).
Den andra metoden, tvärtom, är mycket effektiv, men det finns skadliga faktorer: hög vibration och bullerbakgrund, vilket skapar en fara för kommunikationer som kan vara belägna nära arbetsplatsen, därför rekommenderas att förborra "ledare " brunnar.

Vibrationsdoppning (ofta i kombination med erosion) bör användas på platser där det finns tät bebyggelse, såväl som i närvaro av lösa jordar mättade med vatten. Kärnan i metoden är att sänka vibratorn på grund av dess vikt och vibrationsamplitud. Utförandet av arbeten på installation av spont regleras av relevanta dokument. Arbetsordningen omfattar flera operationer.
- Markering av pålarnas läge på marken.
- Installation (infästning) av vibratorn på pålen.
- Fixering av tungan med en kabel.
- Placering av högen i ledaren.
- Sänkning av sponten i marken till ett förutbestämt djup.
Transport av spont kan utföras med hjälp av alla medel med lämplig lastkapacitet.
Ett viktigt villkor är behovet av deras tillförlitliga fästning - för detta ändamål används packningar. Pålar kan förvaras både i lager och utomhus.
Hur extraherar man?
Demontering av pålar är inte en obligatorisk operation - i vissa fall är de "begravda" i strukturen. Ändå kan utvinning av spont ofta ge påtagliga ekonomiska fördelar, eftersom de i det här fallet är tänkta att återanvändas.
För att utföra arbetet har en teknik baserad på användning av vibrationer tagits fram. Samtidigt reduceras friktionskrafterna som uppstår på tungans sidoyta märkbart. I vissa fall (på lätta sandjordar, med korta pålar) är det möjligt att gräva sponten endast med en kran.

Vad är Larsen tunga och not, se videon nedan.






Kommentaren skickades.