Beskrivning av kabelavskiljningsmaskiner och deras funktion

Att kapa kabeln skulle vara ineffektivt om det inte vore för maskinerna för dess implementering. Kablar kan helt enkelt brännas i en eld, men i praktiken är det inte möjligt: aluminium och koppar kan blandas när de smälts om elden är tillräckligt stor. Armerade kablar med skyddsskärm kan inte kapas utan maskin.


Enhet och funktionsprincip
Kabelborttagningsmaskiner rengör ledare från isolering. Det är nästan omöjligt att rengöra bepansrade kablar på egen hand, manuellt: även att bränna dem tillsammans med resten av plasten ger en extra svårighet. Det är omöjligt att extrahera kopparledare från rörliknande pansar utan att skära det som är kvar av kabeln i korta segment som inte är mer än en halv meter långa, vilket ökar tidskostnaderna och följaktligen minskar effektiviteten, ifrågasätter genomförbarheten och avkastningen av sådant arbete.
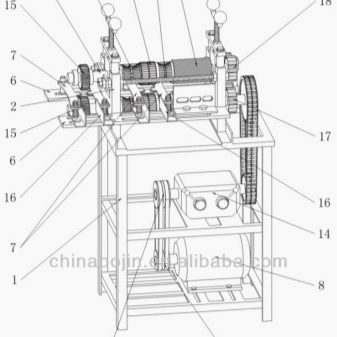
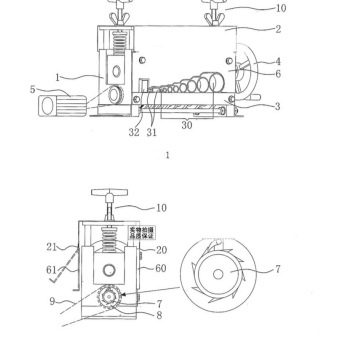
För att förvandla kapning av kablar som finns i deponier till ett litet inbrott behöver du en enkel maskin, bestående av axlar och knivar placerade på två axlar som samverkar med varandra. För ökad stabilitet, för att säkerställa kontinuerlig drift, är axlarna monterade på kullager placerade i ändarna och fixerade i ramen (ramen). På en av axlarna finns munstycken med urtag, i mitten passerar ett eller flera ringformade blad (vanligtvis gjorda av snabbstål). Den andra axeln har konventionella munstycken, som är platta cylindriska delar - i det enklaste fallet kan de rekryteras från en stapel av pressbrickor.


Olika sorter
Manuell versionen av maskinen för att ta bort isolering från ledningar är en enhet med en knopp i det enklaste fallet. Förbättrad - utrustad med vev med växellåda som ökar axlarnas varvtal. Professionell använder både en växellåda som låter motorn rotera, och möjligheten att arbeta från veven (kan vara delvis hopfällbar - med en vev och en motor löstagbar från växellådan).


De vanligaste är motordrivna maskiner. Verkstäder för kapning av kabel och andra produkter har sådana installationer. Dessa enheter kan samtidigt skära dussintals kablar med olika diametrar, som ett resultat kommer strömförande ledare ut från framsidan och polymerskal (isolatorer) förblir på baksidan.
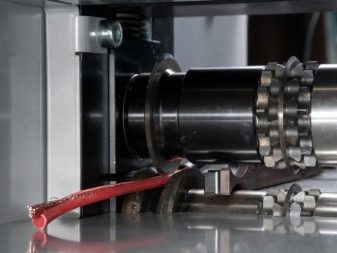
För kapning av stålpansar på kablar, huvudsakligen tillverkad för militär utrustning, knivsystemet ersätts av sågar: kabeln förs fram på grund av en extra brytningsmekanism (drag) och en slipande diamantbelagd skiva roterar på huvudaxeln.

Skivans läge är inställt så att kabelns pansarskärm skärs av, men de centrala ledarna förblir intakta.
Populära modeller
Om du inte tar hänsyn till maskiner från Kina, representeras ryska modeller av följande lista.
-
KB-0,3 - drivkraft 2,2 kilowatt, arbetar med kablar med en diameter på 5-20 mm, utrustad med sektionshalvknivar, skär ca 30 m / min.

- KB-0,4 - 3,3 kW motor, fungerar med kablar 20-80 mm, samma hastighet och samma struktur på skärarna.

- Strippor ha rullblad, arbeta med en kabel med en diameter på 5-80 mm, utveckla effekt upp till 4 kW, hastigheten är densamma.


- GS-500 apparat - 6 kW, kabeldiameter 15-140 mm, samma knivar och samma skärhastighet.

Efter att ha bekantat sig med enheten och funktionsprincipen, såväl som alternativen för utförande av kabelskärmaskinen, vill en erfaren hantverkare inte spendera pengar på en maskin av tvivelaktig kvalitet eller köpa den för dyr, vilket kommer att inte betala för sig själv, men kommer att göra en sådan enhet med sina egna händer, med bara de enklaste strukturella detaljerna.

Hur gör man själv?
En kabelskärmaskin är en ganska enkel anordning, och med grundläggande kunskaper i mekanik och fysik blir det inte svårt att göra den själv. Grunden för smidig och kontinuerlig körning, utan glapp och stopp - alltid smorda och servicebara lager, de säljs i många järnaffärer, du kan hitta dem i "hozryad" på närmaste marknad, eller beställa från tillverkaren. Ritningen av kabelskärmaskinen är mycket enkel och gör att du i efterhand kan byta ut den manuella veven med en elmotor. Det finns dussintals alternativ för att rita en sådan maskin - de är tillgängliga för alla.
Värdet på en sådan anordning ökar för människor som tjänar pengar på att samla in skrot och ofta arbetar med aluminium- och kopparkablar och ledningar.

Enkel
Maskinen i sin vanliga konfiguration består av en kropp, en matningsmodul, ett skärblock och en kraftsträckare. Tillverkning av var och en av funktionsmodulerna utförs separat.
-
Kroppen hålls samman av stålplåtar - toppplattform, bas och sidoväggar. Det rekommenderas att välja tjockleken på plattorna minst 3 mm - vid kapning av tjocka kablar krävs en säkerhetsmarginal.
-
Mataren är gjord av koniska rullar... De är monterade på en axel som är införd i lagerhållare, som pressas in i plattorna på enhetens sidor. Axeln sträcker sig utanför kroppens omkrets och är stelt ansluten till motorns rotor monterad på ytterligare stopp. Axeldiameter - från 10 mm: i det enklaste fallet är det en bit slät förstärkning A3 eller en vanlig M10 hårnål och större. Lager - bepansrade, stängda, diameter lämplig för axeln, med press- och grovbrickor för bultaxeln, med en uppsättning muttrar. De ska inte vara lösa.
-
Skärmodul - U-ram monterad av plattor placerade på sidan och en horisontell plattform som förbinder dem. En axel sätts in underifrån med en eller flera kapskivor monterade på den. Den roterar även på lager. Fräsar kan beställas från närmaste vändare - du behöver snabbstål, eftersom det vanliga (svarta) stålet snabbt blir matt.
-
Det finns ett vertikalt stopp i plattformen som roterar runt dess axel... Den övre änden av den gängade stången passerar genom muttern på toppen av sängen. Ett handtag är fixerat i änden av skaftet.


En enkel hemmagjord maskin är gjord som ett verktyg fäst vid bordet - som ett skruvstäd. Den tar lite plats - en del av kanten på bordsskivan, till exempel upp till 10 cm.
Universell
En enkel kabelavskiljningsmaskin kan enkelt göras om till en universalmaskin genom att förse den med en motor. Kraftdelen är en motor (ibland med växellåda). Han vrider axeln med fräsar. För arbete med ett litet antal kablar är motorn opraktisk - den ersätts med en ratt som arbetaren vrider på. Fördelen med en manuell vev är att ingen el behövs, arbetet kan fortsätta även i frånvaro.

Cirkelsågar används för att ta bort pansarflätan. Sågbladets ytterdiameter vid skärkanten kan till exempel vara 50 mm. Diametern på samma såg (eller kniv) utan spetsens utskjutande kant är 45 mm. Sett till sin struktur är sågbladet (fasvinkel, bladhöjd) vanligtvis inte för spetvinklat: det liknar en professionell klyvmaskin för att skära kadaver av jordbruksdjur. Vinkeln på spetsen, som närmar sig en rak, är gjord för att förhindra snabb trubbning: det är ännu bättre att göra den trubbig (mer än 90 grader), som vid spetsen av en borr. Den inre diametern på hålet sammanfaller till exempel med diametern på axelns tvärsnitt: den måste planteras ordentligt på den, utan motreaktion.
Cirkelsågar skär inte direkt, utan skapar en skåra i den flätade pansringen, som tas bort som vanlig isolering. Eftersom en sådan fläta är gjord av samma stålkvalitet som den tvåkärniga telefontråden tillverkades av, orsakar dess bearbetning inga särskilda svårigheter - tillsammans med resterna av isolering smälts den ned: petroleumprodukter brinner ut utan återstod vid 1500-1700 grader. Cirkelsågar och fräsar av den universella maskinen är placerade på samma axel, deras antal är upp till 100 stycken.


Funktioner av arbete
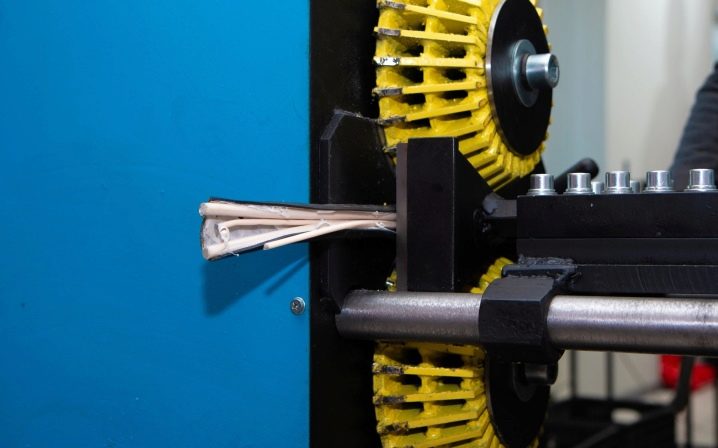
Det är tydligt att kabelmaskinen är en skäranordning som för kablar längs axeln. En mångsidig och högkvalitativ maskin skär inte bara isolering utan rätar ut kabeln. Till exempel är trefasströmkablar av aluminium en snodd av tre tjocka (med ett tvärsnitt på 10 mm2) ledningar. Skärningen av en sådan kabel utförs i flera pass.
-
Det yttre skyddet skärs av först.... De tvinnade ledningarna släpps.
-
Var och en av trådarna sätts in i motsvarande skär. Under dragningen vrids vridningen upp och trådarna rätas ut.

Som ett resultat bildas tre kapade ledare, lämpliga för omsmältning. Kopparkablar för datornätverk skärs enligt en liknande princip, men processen är något komplicerad av det faktum att vart och ett av de två (eller fyra) tvinnade paren tvinnas till separata ledare - och från dem avlägsnas i sin tur polymerisolering .
Faktum är att tekniken för kombinerade tvinnade par ger var och en av dem sin egen specifika svängstigning, vilket beror på cykliska nanosekunders förseningar i överföringen av pulsade digitala signaler över sådana kommunikationslinjer.
Skärmade tvinnade par passerar, som alla "pansar" (till exempel koaxialkablar för TV-system, ljudteknik och videoövervakning) genom det preliminära skedet av sågning av flätan (eller det korrugerade röret).
Slutligen, om målet var att kapa en gammal transatlantisk kabel (typ TAT-1) som har tjänat sitt liv, då skulle den genomgå flera steg av kapning av en hel serie armerade stål- och glasfiberjackor innan kabelskäraren kom till sin centrala grupp levde genom vilken överföringen av signalströmmar utfördes.














Kommentaren skickades.