Vilka är maskinerna för högtrycksslangar och hur väljer man dem?

Utrustning för högtrycksslangar (HPH), även kallade flexibla slangar, används ofta inte bara i stora industriföretag utan också i privata organisationer som är involverade i servicestöd och underhåll av hydraulik och andra hydrauliska enheter. Utrustningen är kapabel att utföra alla operationer som krävs för reparation och rotation av flexibla eller stela rörledningar. Med denna utrustning kan du enkelt klippa hylsan, utföra utvändig eller invändig strippning av slangens gummiskikt, montera kopplingen på slangen, ställa in tryckprovning av slangen, rengöra och testa den tillverkade produkten.

Artöversikt
Det kompletta sortimentet av utrustning för tillverkning av högtrycksslangar innehåller ett antal komponenter.
Crimpmaskiner (pressar, pressmaskiner)
Crimpenheter kan delas in i sådana grupper.
-
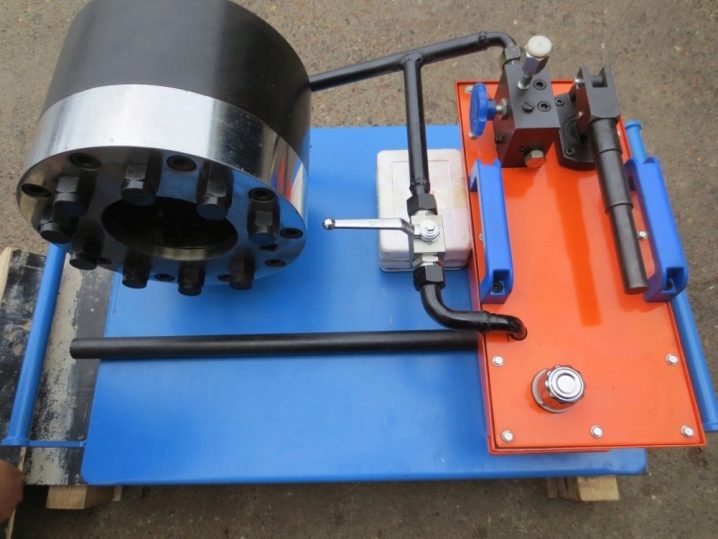
Mobila presspressenheter - finns vanligtvis med manuell pumpdrift, men de kan drivas med tryckluft, med elektrisk drivning från 12 eller 24 V. Mekanismer med manuell pumpdrift har en funktionsprincip som liknar en hydraulisk domkraft och är avsedda för produktionen slangar upp till 1,1 / 4 tum (ibland upp till 1,1 / 2 tum) - 1-2 lager fläta och 1 tum (ibland 1,1 / 4 tum, men du måste anstränga dig ganska mycket på spaken) - 4 wraps.
-
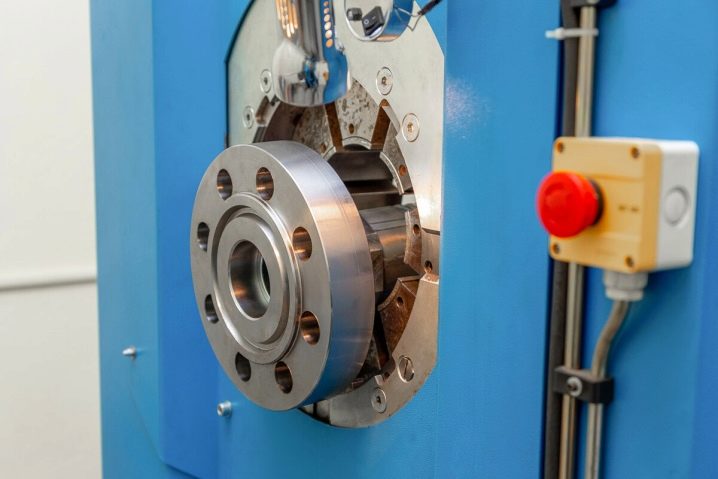
Stationära maskiner - avsedd för permanent installation i verkstäder som producerar upp till 100 hylsor per dag. Eldrift, 220 eller 380 V.
-
Industriella pressningsenheter - skiljer sig från pressenhetens serviceanordning och en mycket större resurs. Designad för massproduktion av ärmar (upp till 1000-2000 stycken per dag).


Skärmaskiner
RVD-tillverkningsproceduren börjar med att skära av hylsan. För detta måste produktionslinjen nödvändigtvis innehålla skärutrustning. Trimning sker med hjälp av en skiva, som placeras på en rörlig vagn. Skivan kan ha en solid kant eller en räfflad kant (för bättre kylning). Enheterna skiljer sig åt i dimensioner, effekt på elmotorn och, i enlighet med dessa dimensioner, på de kapade slangarna. Funktionsprincipen är densamma för alla enheter - slangen matas till skärskivan och kilas av. Slangen är fastkilad för att förhindra att skivan fastnar och för att förhindra överhettning.


Drivningen av enheterna är uteslutande elektrisk, dock är både en stationär utformning av enheten och en mobil sådan tillåten, för vilken en konstant elektrisk ström med en spänning på 12/24 V kan användas som strömförsörjning.
Barkare (barkare)
För att installera vissa typer av beslag, är det nödvändigt att ta bort det yttre lagret av gummi från slangen före lindning eller flätan som förstärker slangen till en längd som är lika med eller något mindre än längden på kopplingen. För att göra detta, öva på barkningsmaskiner (operationen kallas barkning). I dem matas slangen, som hålls för hand, längs en styrning som är lika i diameter som den inre delen av denna slang, och en roterande kniv tar bort det yttre lagret av gummi. Aggregat finns med elektrisk eller manuell drivning.

Monteringsskjutare (passar för monteringsenheter)
Ofta, speciellt på slangar med stor diameter, tvingas kopplingarna in i slangen. Du måste smörja in passningsskaftet med tvålvatten (eller fett) och hamra med en gummihammare. Anslutningsmaskiner drivs pneumatiskt och installerar kopplingen på 1-2 minuter (inklusive tiden för att installera slangen i enheten).
Spolnings- och filtreringsutrustning
Efter att ha kapat slangen, skalat den och installerat kopplingarna, finns en viss mängd gummimjöl, spån och tvållösning kvar i slangen. För att förhindra att allt detta kommer in i hydraulsystemet och leder till att det täpps igen, måste du ta bort det från den färdiga slangen. För detta utövas spolningsenheter som med hjälp av en vattenbaserad rengöringslösning som tillförs med hög hastighet spolar ut denna förorening ur hylsan.

Testbänkar
Få slangtillverkare kan garantera att deras slang, monterad med deras egenutvecklade kopplingar och deras teknologi, klarar de angivna spräng- och driftstrycken. Kvalitetskontroll är ett obligatoriskt steg för att upptäcka RVD av låg kvalitet. Produkter måste tillverkas i enlighet med GOST. Vatten eller olja används för testning. När testet är lyckat och det inte finns några sprickor eller andra brister anses produkten vara bra. I slutet av testet rengörs hylsan igen.
Markeringsanordningar


Perforeringsmaskiner
Om gummislangar är tänkta att användas för att tillföra inte hydraulolja till arbetsmekanismen, utan gas eller luft vid ett tryck på mer än 17 bar, krävs perforering av det yttre skiktet av slangen. Om detta inte görs, samlas luft (eller gas), som läcker genom det inre skiktet av slangen, under dess yttre skikt.
Detta provocerar bubbling eller avskalning av det yttre lagret av gummi, som ett resultat - hylsan reduceras, läckor och fistlar uppstår.


Slutfas: slangarna märks med tillverkarens namn och tillverkningsdatum och skickas för sortering och förpackning. För att applicera denna märkning används antingen märkningskammar eller specialiserade märkningsenheter.
Populära modeller
Maskinerna av följande modeller är efterfrågade bland den ryska konsumenten.
-
Stationär maskin med elektrisk drivning DSG 51B, tillverkare - kinesiska företaget Raoyang Hongyuan Machinery. För högtrycksslangar med en innerdiameter på 6-51 millimeter.


- Stationär maskin med eldrift Neotech NK-40 PRO Paket för ärmar med en innerdiameter på 6-51 mm. Tillverkare är Neotech Marken (Frankrike).

- Mobil manuell maskin SAMWAY P16HP modell. Tillverkare SAMWAY företag (Kina). För ärmar med en innerdiameter på 6-25 millimeter.

- Hydraulaggregat H25 Eco QC 3 FAS. Tillverkare är Hydralok (England). För ärmar med en innerdiameter på 6-25 millimeter.

- Pressenhet för tillverkning och reparation av högtrycksslangar OS-25A-380 (Ryssland).

Urvalstips
Industri- eller reparationsutrustning har vissa tekniska egenskaper. De är ett viktigt urvalskriterium. Därför rekommenderas det först och främst att ta reda på egenskaperna hos den färdiga produkten och välja en pressmaskin som uppfyller dem.
Nyckelvalsparametrar:
-
kompressionskraft av leder (ton);
-
den största och minsta diametern på högtrycksslangarna, antalet mantel beaktas;
-
för elektriska modifieringar - nätspänning;
-
gränsvärdet för öppningen av kammarna (millimeter);
-
mått och vikt.

Dies är av grundläggande betydelse. De kan vara både krympande och markerande. I vissa situationer kommer specialiserade konstruktioner att behövas för slangar med begränsad tryck. De tillverkas på beställning.
Valet av tryckoperatör, skär- och skalningsenheter för tillverkning av högtrycksslangar
För att kapa slangen övas en manuell högtrycksslangmaskin. Det är önskvärt att köpa utrustningen som är utrustad med en klämma för arbetsstycket. Ett äktenskap kan provocera till och med ett litet fel i storlek.

När du väljer en crimper för pressning av högtrycksslangar, vars kostnad kommer att bero på dess parametrar, måste du fokusera på följande indikatorer:
-
antalet krimpningar som utförs vid den inställda tiden;
-
krympningsområde;
-
maximal öppningsdiameter.

Högtrycksslangpressmaskinen måste ha flera löstagbara munstycken för att få plats med olika kopplingar.
När du väljer enheter för kapning av högtrycksslangar bör du fokusera på egenskaper som slangdiameter och sättet att styra enheten. Som regel manövreras den med hjälp av en fotpedal. Funktionen att fixera arbetsstycket säkerställer att det inte finns några fel i driften av enheten, vilket kan framkalla uppkomsten av defekta produkter.
Fördelen med crimpenheten är dess mångsidighet.
När du använder den kan du inte bara producera högkvalitativa slangar utan också krympa en mängd olika produkter. Huvudsaken är att de uppfyller utrustningens egenskaper.














Kommentaren skickades.