Allt om EDM-maskiner

Att bearbeta material med en tät struktur för hand är improduktivt, eftersom det kräver mycket arbete och inte garanterar hög noggrannhet. Bland de enheter som till viss del eller helt (beroende på typ och modell) kan automatisera arbete, elektriska urladdningsmaskiner (EE). De är inte så välkända, även om de kännetecknas av unika förmågor, vilket positivt utmärker dem bland huvuddelen av deras "kollegor" i maskinparken. Vi kommer att berätta om möjligheterna, driftprincipen och användningsområdena för elektroerosiva enheter i det presenterade materialet.

Enhet och funktionsprincip
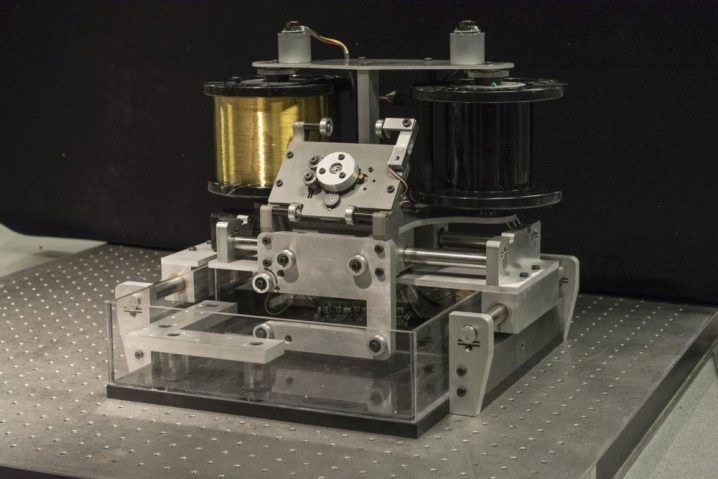
En modern enhet för elektrisk urladdningsbearbetning (EDM) av metaller innehåller flera enheter i sin struktur.
-
Trumskydd.
-
Trådtrumma.
-
Arbetsbord av (rörlig) trådtrumma.
-
Gränslägesbrytare för att ställa in appliceringen av den lindade tråden på rullen och nycklar för att ändra rotationsriktningen.
-
Justering av kylvätsketillförsel i botten och toppen.
-
Enhetens kontrollpanel.
-
Maskinens växelbordsutrustning.
-
Höjdjusterbara koniska enhetsstöd.
-
Gjutjärnsbas.
-
Monteringshål.
-
Ett hjul för vertikal matning av den övre hylsan.
-
Kolumn.
-
Belysningslampa.
-
En enhet som låter dig luta vajern.
-
Underarm med 2 svängbara rullar och en hårdmetallelektrod.
-
Stänkskydd på skrivbordet.
-
Överarm med 3 svängbara rullar och 2 hårdmetallelektroder.
-
Hjul för matning av arbetsbordet.


Låt oss överväga principen för drift av elektroerosiva enheter.
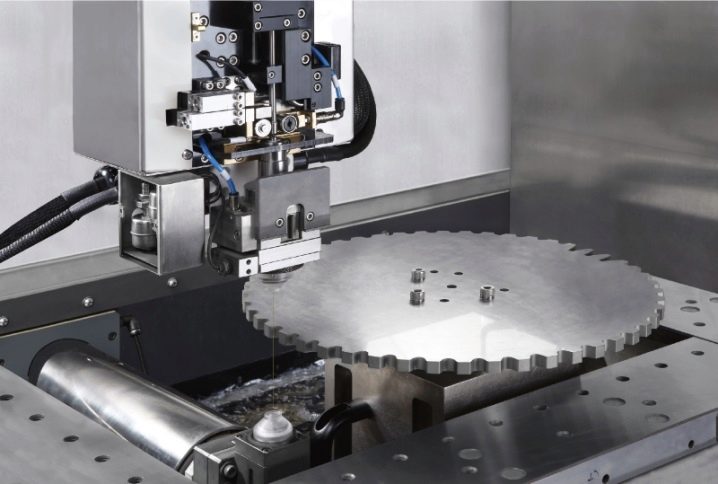
Den övervakade utrustningen fungerar enligt metoden för så kallad kontrollerad destruktion av metallprodukter och arbetsstycken genom exponering för dem med elektriska urladdningar. Innan den elektroerosiva enhetens drift påbörjas placeras arbetsstycket i en hållare speciellt utformad för detta och är stadigt fixerad. Därefter tillförs en elektrisk ström - impulsivt, i separata urladdningar.

I detta fall placeras endast en elektrod på maskinen, eftersom själva arbetsstycket spelar rollen som den andra elektroden.
Som du kan se, principen för drift av elektroerosiva enheter är ganska enkel och okomplicerad... Dessa maskiner gör det möjligt att enkelt ändra konfiguration, dimensioner, form på olika delar och arbetsstycken, om de är gjorda av metaller med hög elektrisk ledningsförmåga.

Med denna utrustning kan du arbeta med följande material:
-
härdat stål;
-
krom;
-
titan;
-
höghållfasta legeringar;
-
grafit;
-
kompositmaterial.

Tack vare användningen av denna utrustning för bearbetning av delar eller arbetsstycken är det möjligt att utesluta mekanisk påverkan på materialets yta.
Dessutom gör specificiteten hos principen för dess funktion det möjligt att överge behovet av att använda roterande eller andra rörliga element.
Maskinerna är mycket efterfrågade på marknaden på grund av deras många positiva egenskaper.
-
Hög nivå av automatisering. Operatören som hanterar utrustningen kan, efter eget gottfinnande, ställa in de viktigaste bearbetningsparametrarna: tryck, hastighet och mycket mer. Efter allt detta kommer enheten att arbeta i ett automatiserat läge.
-
Mångsidighet.Förutom dess specifika syfte kan det praktiseras på samma sätt för efterbehandling av produkter, för volymetrisk kopiering, skärning och andra operationer.
-
Tillförlitlighet och lång livslängd.
-
Produktivitet. Moderna maskiner garanterar högkvalitativ bearbetning av produkter på kort tid.
-
Hög grad av säkerhet. Tillverkare gör sitt bästa för att minimera riskerna som uppstår vid användning av deras utrustning.
-
Alla dessa fördelar är extremt betydande, men de är bara karakteristiska för utrustning från pålitliga tillverkare.


Men det finns också nackdelar.
-
Vid arbete krävs ett vattendielektrikum, vilket i vissa situationer gör det omöjligt att använda en elektroerosiv enhet eller komplicerar dess drift.
-
Maskinens precision och den färdiga ytans grovhet påverkas av flera faktorer som inte alltid kan kontrolleras.
-
Det är fortfarande omöjligt att exakt förutsäga graden av slitage och den totala förbrukningen av elektroder.
-
EDM-maskiner, inklusive stationära minimaskiner, är inte billiga. Deras användning är meningsfull när de uppgifter som löses med hjälp av dem kräver frekvent tillhandahållande. Eller när produktionen är förknippad med dyra produkter, material och det inte finns något sätt att helt byta enhet, reservdel och liknande. Till exempel krävs det att man tar bort trasiga kranar från en dyr mekanism, eller i en bilservice är det nödvändigt att hela tiden ta bort trasiga navbultar och liknande.

I det här fallet lönar sig köpet av en EDM-enhet snabbt.
Beskrivning av arter
Enligt överenskommelse
Enligt deras syfte är erosionsaggregat indelade i flera typer.
-
Sömmar och kopiering-sömmar enheter. Övas för att stansa och markera delar, göra hål, inklusive djupa hål. Sjunkande maskiner kan göra volymetriska produkter - för att återskapa projektionen av en ritning på metall med en submikronnivå av konvergens. Praktiserad inom medicin, telekommunikation och flygsektorn.


- Trådskurna aggregat. De arbetar med produkter av komplex konfiguration gjorda av solida material. De kan utföra operationer som inte är tillgängliga för fräsmaskiner: skär ett litet ämne där det är omöjligt att fästa en fräs. Praktiserad när du skapar verktyg för fordonsindustrin och instrumentindustrin. Enheten kan framgångsrikt utföra både förarbeten och slutlig ytbehandling, som kräver hög precision, av delar gjorda av olika elektriskt ledande material, inklusive hårda legeringar.

- Superdrills av en elektroerosiv verkningsprincip. I huvudsak är detta en EDM-borrenhet - istället för de vanliga enheterna i form av försänkningar och kranar, används rörformiga elektroder för att skapa djupa hål. De gör det möjligt att få ultratunna hål av vilket djup som helst i ultrastarka material.


- Höghastighetssågenheter. En mjuk metalltejp används som elektrod. De kan skära alla elektriskt ledande material, oavsett dess styrka och hårdhet, utan att utsätta arbetsstycket för deformation. Praktiserad i experimentella laboratorier, metallurgi, flygindustrin.


Genom metoden för att erhålla urladdningen
Enligt metoden för att erhålla en elektrisk urladdning är maskiner indelade i flera varianter.
-
Gnista. Låg effekt, exakt skärning. Praktiserad för precisionsbearbetning av produkter.
-
Puls. Den ökade urladdningsenergin minskar noggrannheten och ökar värmebehandlingsytan. Övas vid bearbetning av stora plan utan precisionsförfrågningar.
-
Elektrisk ljusbåge. Ger hög produktivitet och delhärdning. Öva för att arbeta med stora delar. Kräver efterslipning eller polering.


Topptillverkare
Tillverkare av enheter av denna typ är både asiatiska och europeiska länder. Medan de tjänar samma syfte, varierar maskiner från olika tillverkare mycket i funktionalitet och kostnad.
Om utrustning från Kina och Sydkorea är mycket billigare än europeisk utrustning, så tillverkas den senare av tillverkare på en högre kvalitetsnivå med en högre nivå av automatisering av arbetsprocesser.
"ARTA"
Inhemska tillverkare tillverkar precisionsutrustning "ARTA" för EEE av metaller. NPK "Delta-Test" anses idag vara ledaren i Ryska federationen för produktion av utrustning av denna typ. Genom att ta fram nya enheter moderniserar företaget utrustning tidigare i produktionen.

Sodick
På den moderna utrustningsmarknaden är detta företag välkänt för tillverkning av CNC-trådskurna EDM-maskiner. Med höga tekniska egenskaper används utrustningen för detta företag för att bearbeta metaller med en hög (högre än järn) smältpunkt och monokristallina material. Med hjälp av dessa enheter produceras perforerade rör och paneler, arbetande delar av kopieringsmaskiner, stämplar med tredimensionella mätprofiler och cermetstämplar. Proffs som använder den här utrustningen lyckas enkelt skapa kammar och deras prototyper, elektrodverktyg för kopiering och hopfogningsenheter.


Mitsubishi
Mitsubishi MV1200S trådskärningsmaskin gör det möjligt att utföra det mest komplexa arbetet med elektrisk urladdningsbearbetning av produkter av vilken konfiguration som helst, gjorda av en mängd olika ledande material. Med den aktiva driften av denna verktygsmaskin i modern produktion ger kostnaderna för att köpa den en positiv effekt på kort tid.

Agie
Agie EDM-utrustning tillverkas i Schweiz och konkurrerar framgångsrikt med andra liknande modeller. Med sina små dimensioner på denna enhet är det möjligt att utföra det mest komplexa arbetet med bearbetning av hårdmetalldelar för olika ändamål i automatiskt styrläge.

Tillbehör och förbrukningsmaterial
EDM-maskiner är högteknologisk utrustning. Men för att öka bearbetningsnoggrannheten och bekvämligheten med arbetet kan du köpa tillbehör:
-
klämanordningar - stödklämmor, 3-axliga styranordningar, skruvstycke, chuckar;
-
skrivbordsram;
-
fästremsor;
-
justerbara plattor;
-
hörnblock;
-
elektrodhållare och andra komponenter.
För tillverkning av högkvalitativa delar av särskilt starka metaller krävs följande förbrukningsmaterial för elektroerosiva enheter:
-
mässingstråd (alternativ med zinksprutning är tillåtet) med en sektion på 0,1, 0,2, 0,25 mm;
-
molybdentråd med ett tvärsnitt på 0,14 millimeter (tillverkad i spolar på 200 meter som vardera väger 32 kg);
-
mässings- eller kopparrör (elektrod) med en diameter på 0,5 till 6 millimeter och en längd på 30 till 40 centimeter, mässing kan ha från ett till 3 hål;
-
modulära rör för kylvätska, som är gjorda av högkvalitativa polymerer.

Dielektrisk vätska
Den används för att rengöra produkten från mikrochips efter erosion. En dielektrisk vätska tjänar flera syften. Fungerar som en halvledare mellan arbetsstycket och elektroden för att upprätthålla stabila och kontrollerade gnistjoniseringsförhållanden. Detta är nödvändigt för att hålla elektroden, arbetsstycket, arbetsbordet vid en stabil temperatur.
Och även en dielektrisk vätska används för att tvätta bort askskräp som genereras under bearbetningen.

Filter
Att skära enskilda material kommer snabbt att täppa till filter. Till exempel, när man skär tillverkade produkter genom pulversprutning, kan innerfickan fyllas med fritt flytande, osintrat metallpulver. Dess plötsliga utsläpp i vätskan kan täppa till filtret.

Jonbytarharts
Vid EE-behandling används avjoniseringsharts (jonbytarharts) för att rena dielektrikumet (vatten) i aggregaten. Dess struktur är förhållandet mellan höjden på lagret av katjon och anjon. Beroende på denna balans (främst) bestäms livslängden och kvaliteten på reningen av det dielektriska (vatten) som används i enheten.

Användningsområden
Den presenterade gruppen av enheter är designad för rumslig metallbearbetning med högsta precision. Maskinen utför konturering av mekanismer, delar, sammansättningar gjorda av material med hög elektrisk ledningsförmåga. Dessa är stål, koppar, aluminiumämnen av olika hårdhet, icke-järnmetaller, hårda legeringar.

Trådskurna EDM-enheter används för tillverkning av utrustning, verktyg, delar med en komplex geometrisk konfiguration: kopiatorer, formade fräsar, svarvkammar, stansar, stansar, ständigt använda i mass- och småskalig produktion. En viktig designfunktion för denna utrustning är användningen av koordinater på linjärmotorer med precisionsskenstyrningar.


Maskinerna är utrustade med exakta linjära pulsgivare. Detta gör det möjligt att uppnå högsta grad av noggrannhet när man skapar särskilt kritiska delar.
Om vi pratar om genomborrande elektroerosiva enheter, används de vanligtvis där produktmärkning krävs, eller det krävs för att göra tekniska hål.















Kommentaren skickades.