Funktioner för vattenskärmaskiner

Bland de många utrustningarna för att arbeta med material kan ett antal maskiner urskiljas, vars arbetssätt skiljer sig från den vanliga skärningen. Samtidigt är driftseffektiviteten för denna teknik inte på något sätt sämre än de klassiska motsvarigheterna, och till viss del överträffar dem till och med. Dessa inkluderar vattenskärmaskiner.

Beskrivning och arbetsprincip
Dessa maskiner är en teknik, vars huvudsakliga syfte är skärning av arkmaterial på grund av den aktiva verkan av hydroslipblandningen. Den matas genom ett munstycke under högt tryck med hög hastighet, vilket är det huvudsakliga arbetssättet. Det bör noteras att inte vanligt vatten används, utan renas från föroreningar med hjälp av ett speciellt system. Detta är en mycket viktig punkt, som är en del av driften av maskinerna. Efter att ha passerat rengöringsproceduren kommer vätskan in i pumpen, där den komprimeras kraftigt vid ett tryck på 4000 bar.

Nästa steg är att tillföra vatten till munstycket på skärhuvudet. Den är i sin tur placerad på en balk, som är ett av de strukturella elementen. Denna del rör sig aktivt över arbetsstyckena och skär där det behövs. Vattenintaget regleras av en ventil. Om den är öppen, kastas en stråle med stor kraft ut från munstycket - med en hastighet av cirka 900 m / s.


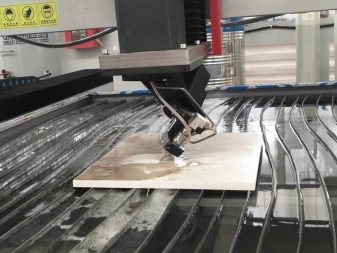
Något lägre är blandningskammaren, som innehåller det slipande materialet. Vatten drar in den i sig och accelererar den till hög hastighet på kort sträcka. Den resulterande blandningen av vätska och slipmedel kommer i kontakt med det bearbetade arket och skär det därigenom. Efter denna process avsätts det återstående materialet och blandningen på botten av badet. Dess syfte är att släcka strålen, därför fylls den med vatten innan arbetsprocessen påbörjas. Bland modifieringarna av badet är det värt att lyfta fram slamborttagningssystemet, som rengör botten i ett ständigt aktivt läge.

Under dessa förhållanden kan vattenjetmaskinen arbeta kontinuerligt, eftersom tillhandahållandet av dess funktion sker i en automatiserad version. Själva arbetsprocessen är helt explosions- och brandsäker, därför kräver den inte skapandet av speciella arbetsförhållanden.
Utnämning
Dessa maskiner kan kallas ganska mångsidiga på grund av mångfalden av bearbetningsmaterial och applikationer. Vattenskärning har en mycket hög noggrannhet - upp till 0,001 mm, och används därför främst inom vetenskapliga och industriella sektorer. Inom flygplanskonstruktion låter den här typen av verktygsmaskiner arbeta med material som titan och kolfiber, som kräver vissa bearbetningsförhållanden. I skärzonen överstiger temperaturen inte 90 grader, vilket inte bidrar till en förändring av arbetsstyckenas struktur, därför används vattenstråleprocessen i stor utsträckning för att skära metall av olika typer och egenskaper.

Det bör sägas om denna utrustnings förmåga att arbeta med både hårda och spröda, trögflytande och kompositmaterial. På grund av detta kan liknande maskiner hittas inom lätt- och livsmedelsindustrin.
Till exempel, skärning av frusna briketter och arbetsstycken utförs endast med vatten, men funktionsprincipen är densamma, endast utan slipning. Mångsidigheten hos vattenjetprodukter gör det möjligt att använda teknik för bearbetning av sten, kakel, porslinsstengods och andra byggmaterial.


Det bör noteras att hög noggrannhet används inte bara för noggrann skärning av arbetsstycken, utan också för att skapa figurer som är komplexa i utförande, vars reproduktion med andra verktyg kräver mer ansträngning. Andra användningsområden inkluderar träbearbetning, glastillverkning, verktygstillverkning, hållbara plastarbetsstycken och mycket mer. Arbetsområdet för vattenjetmaskiner är verkligen extremt brett, eftersom skärningen är smidig, effektiv och inte bara anpassad till ett specifikt material.

Fler och fler stora företag använder dessa maskiner, inte bara på grund av deras mångsidighet, utan också på grund av deras användarvänlighet. Lågt produktionsavfall, inget damm och smuts, hög appliceringshastighet, snabba förändringar i specialisering av utrustning och många andra fördelar gör dessa maskiner att föredra för användning i många industrier.


Olika sorter
Bland dessa maskiner är klassificeringen utbredd i portal och konsol, som var och en har sina egna egenskaper och fördelar. De är värda att överväga separat.
Portal
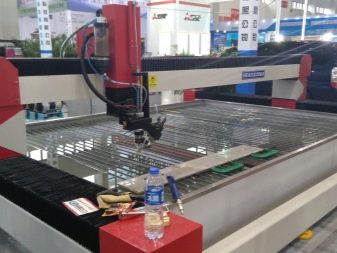
Detta är det mest mångsidiga alternativet eftersom det är stort och effektivt manövrerat. Arbetsbordets yta är från 1,5x1,5 m till 4,0x6,0 m, vilket motsvarar storskalig kontinuerlig produktion. Strukturellt är balken med skärhuvuden placerad på båda sidor, portalen rör sig längs axeln på grund av automatiserade drivningar. Denna appliceringsmetod garanterar hög jämnhet av rörelser av mekanismer och god noggrannhet vid bearbetning av arbetsstycken av största storlek. Skärhuvudet ändrar sin position vertikalt. På grund av detta kan den slutliga versionen av materialet ha olika konturer och former, som aktivt används när man arbetar med sten och andra liknande ämnen.


Och även bland portalmaskiner är ett mycket populärt alternativ närvaron av CNC-system. Denna typ av kontroll låter dig simulera hela arbetsstadiet i förväg och justera det mest exakt i ett speciellt program, vilket är mycket bekvämt när du implementerar individuella beställningar eller ständigt ändrade produktionsuppgifter.
Naturligtvis är denna teknik mycket dyrare och kräver ytterligare vård av CNC-systemet, men själva processen blir mer bekväm och tekniskt avancerad.

Trösta
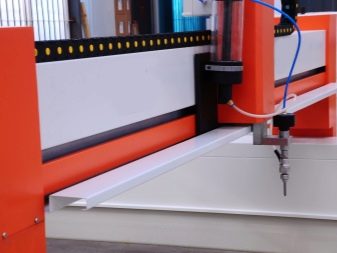
De representeras huvudsakligen av stationära minimaskiner, vars främsta fördelar är lägre kostnader och dimensioner i förhållande till portaler. I det här fallet sträcker sig arbetsbordets storlek från 0,8x1,0 m till 2,0x4,0 m. Bäst lämpad för små till medelstora arbetsstycken. Med dessa vattenjetmaskiner sitter skärhuvudet bara på ena sidan, så funktionaliteten är inte lika bred som med andra typer av utrustning. Konsolen rör sig framåt och bakåt på sängen, och vagnen rör sig till höger och vänster. Skärhuvudet kan röra sig vertikalt. Således kan arbetsstycket bearbetas från olika sidor.
I mer avancerade versioner av maskiner är skärhuvudet inte i ett läge, utan kan rotera i en viss vinkel, vilket gör att arbetsflödet blir mer variabelt.
Förutom denna separation av maskiner är det värt att notera modellerna med 5-axlig bearbetning. De är bättre än vanliga motsvarigheter genom att de bearbetar arbetsstycket i fler riktningar. Vanligtvis har dessa maskiner redan en CNC, och programvaran tillhandahåller denna typ av arbete. Bland andra typer av vattenjetutrustning finns robotprodukter, där hela processen utförs av en automatisk installation. Den roterar i flera riktningar och följer programmet strikt. Mänskligt deltagande i detta fall minimeras.Du behöver bara övervaka inställningarna och kontrollsystemet, roboten gör resten.


Komponenter
Vattenjetmaskiner, som alla andra, har grundläggande och extra utrustning. Den första innehåller sådana komponenter som ett arbetsbord med en ram, en portal och ett badkar, samt en högtryckspump, en styrenhet och ett skärhuvud med olika ventiler och dispensrar för att justera strålen. Vissa tillverkare kan tillhandahålla olika funktioner i grundmonteringen, men detta beror redan på en specifik modell och gäller inte all utrustning i allmänhet.


Och även ett stort antal företag erbjuder köpare en uppsättning ändringar för att göra enheten mer specialiserad för att arbeta med vissa material. Vattenrening är en mycket vanlig funktion. Modifieringens popularitet beror på det faktum att när ett metallarbetsstycke kommer i kontakt med en vätska kommer stora partiklar in i det, och själva materialet kan utsättas för korrosion. En annan bekväm funktion är systemet för att mata det slipande materialet genom en speciell behållare med en pneumatisk ventil, där sanden hälls.


Höjdkontrollfunktionen gör att skärhuvudet kan undvika kollisioner med arbetsstycket, vilket ibland händer när materialet som skärs är mycket högt. Systemet är en sensor som ger teknikern information om arbetsstyckets dimensioner så att arbetsenheterna längs sin väg inte kommer i kontakt med arbetsstycket. Laserpositionering är ett mycket populärt alternativ. Med hjälp av lysdioden placeras skärhuvudet exakt över snittets startpunkt.
Och även i vissa modeller av enheter kan ventilationskyla byggas in i form av ett block med en radiator och en fläkt.

För den mest efterfrågade produktionen utrustar företag maskiner med en extra enhet i form av ett borrhuvud. Om skärningen av ark av viskös eller kompositmaterial åtföljs av defekter, garanterar detta system ett effektivt arbetsflöde.

Topptillverkare
Bland de mest populära tillverkarna av sådan utrustning är det värt att notera American Flow och Jet Edge, som utrustar utrustning med högprecisions CNC-system. Detta gör att de kan vara i stor efterfrågan bland speciella typer av industrier - flyg- och rymdindustrier, såväl som storskalig konstruktion. Europeiska tillverkare släpar inte efter, nämligen: Swedish Water Jet Sweden, holländska Resato, italienska Garetta, tjeckiska PTV... Sortimentet av dessa företag är mycket brett och inkluderar modeller med olika priser och funktionalitet. Maskinerna används både i storskalig produktion och i specialiserade företag. All utrustning är rent professionell och uppfyller alla kvalitetskrav. Bland tillverkarna från Ryssland kan man notera BarsJet-företaget och deras BarsJet 1510-3.1.1-maskin. med mjukvara och oberoende styrning från fjärrkontrollen i manuellt läge.


Utnyttjande
Korrekt användning av teknik gör att du kan förlänga dess livslängd och göra arbetsflödet så effektivt som möjligt. Bland de grundläggande reglerna för drift bör man först och främst lyfta fram ett sådant föremål som konstant underhåll av alla noder i optimalt skick. Alla utbytbara delar och strukturer måste installeras i tid och av god kvalitet. För detta rekommenderas att välja pålitliga leverantörer i förväg. Allt servicearbete måste utföras i enlighet med tekniska föreskrifter och utrustningstillverkarens krav.


Särskild uppmärksamhet krävs för CNC-systemet och programvaran, som regelbundet kräver kontroller och diagnostik. Alla arbetare måste bära skyddsutrustning och komponenter och enheter måste vara säkert fastsatta. Se till att kontrollera utrustningen och alla dess komponenter med avseende på fel och skador före varje påslagning och avstängning. Särskilda krav på granatsand för slipmedel.Det som helt klart inte är värt att spara på är råvaror, som kvaliteten på arbetsprocessen direkt beror på.














Kommentaren skickades.