Vilka är maskinguiderna och hur man väljer dem?
Styrbanor är den viktigaste delen av verktygsmaskiner, eftersom noggrannheten i verktygsrörelsen beror på dem. Från artikeln kommer du att lära dig vad är de cirkulära och linjära styrningarna för CNC-maskiner, vilket är bättre att välja - rulle, kula eller andra aluminiumstyrningar.


allmän beskrivning
Varje ömsesidig rörelse av arbetsstycket och verktyget sker längs styrningar - ett slags skenor. Maskinens arbetskropp eller en anordning med ett arbetsstycke fixerat i den går längs dem. Och eftersom dessa rörelser direkt påverkar produktens kvalitet måste guiderna uppfylla ett antal krav.
-
Styvhet och hårdhet. Vid metallbearbetning uppstår stora skärkrafter - 100 kg eller mer. Det är omöjligt att låta maskinens arbetskropp "gå" mer än den angivna kvaliteten. Därför är guiderna gjorda av legerat stål - ШХ-15, 95Х18, följt av värmebehandling, såväl som olika typer av keramik.
-
Låg friktionskraft. Vid bearbetning av komplexa delar på CNC-maskiner rör sig verktyget med ryck och accelerationer. Och på grund av ökad friktion går noggrannheten i dess rörelser förlorad.
-
Motståndskraftig mot slitage. I enkla modeller av träbearbetningsmaskiner gjuts styrningarna i ett stycke med sängen, och i CNC-maskiner är de mekaniskt anslutna till den. Men i alla fall är reparation en svår och ansvarsfull verksamhet.

Eftersom det finns många typer och modeller av maskiner är guiderna för dem olika.
Visningar
Formningsrörelserna för vilken maskin som helst är rotation och linjär rörelse. De behöver lämpliga guider.
-
Runda bord används ofta i roterande bord där arbetsstycket bearbetas från alla sidor. De finns i fräs- och 5-axliga maskiner.
-
Krafthuvuden och bromsok på svarvar och fleroperationsmaskiner med CNC rör sig linjärt vertikalt och horisontellt.
-
Lutande behövs för specialiserade verktygsmaskiner.

Ju lättare det är att göra guider, desto billigare är de, men de ger inte alltid den nödvändiga noggrannheten i rörelserna. Därför är det nödvändigt att korrekt välja formen på tvärsnittet.
-
Rektangulär, gjuten samtidigt med sängen, det enklaste. Finns ofta i billiga bänkmaskiner.
På grund av sin stora lageryta klarar de statiska belastningar bra, men de har en hög friktionskraft.
De skiljer sig inte i hög noggrannhet i arbetet, eftersom på grund av slitage uppstår ett spel mellan skenan och bussningen. Men de går att laga, de är lätta att polera.


- Triangulär eller prismatisk, mer exakt, för tack vare de fasade kanterna finns det inga luckor. De användes i stor utsträckning inom verktygsmaskiner, men ersätts nu gradvis av andra typer.

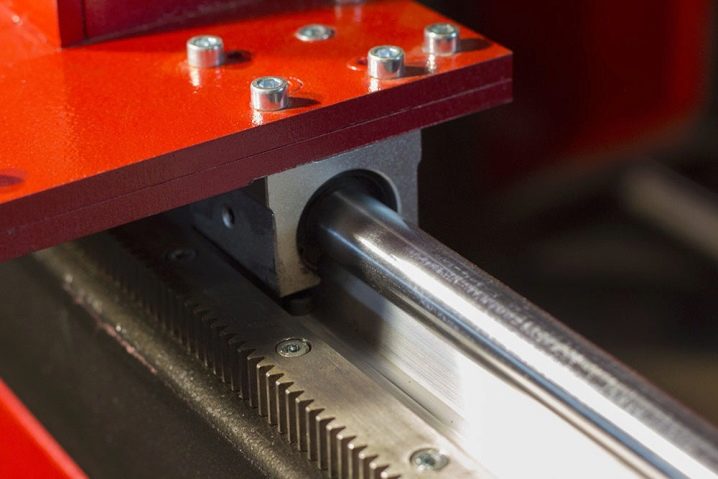
- Polerade cylindriska axlar - enkelt och vanligt, lätt att installera på maskinen eller byta ut. Induktionshärdning och ytfinish säkerställer slitstyrka och låg friktionskoefficient. Men det finns en nackdel - fästning längs kanterna leder till att hänga under sin egen vikt eller under tjockleken. Lite, men leder redan till produktfel. Därför görs sådana styrningar inte längre än 1 m, och förhållandet mellan diametern och längden på skaftet bör vara minst 0,05, och företrädesvis 0,06-0,1.

- Splinesaxlar bättre motstånd mot böjning och vridning. Och bussningen, som går längs axeln, kan inte vridas av sig själv, vilket ger styvhet till hela maskinen. Nackdelarna med splineaxlar är desamma som för polerade skaft.Och en sak till - splinesaxeln är svår att installera korrekt på maskinen, så de är sällsynta.


- Cylindrisk skena - dessa är vanliga runda styrningar, men längs hela längden är de svetsade till det prismatiska stödet. Detta ökar styvheten. När maskinen arbetar med stora arbetsstycken böjs dessa styrningar med bädden, så att verktygets eller arbetsstyckets relativa position inte ändras. Det gör att noggrannheten ökar. Och sådana skenor är billiga.


- "Laxstjärt" används i tunga verktygsmaskiner som kräver styvhet och stabilitet under alternerande och statiska belastningar. De är gjutna i ett stycke med sängen, vilket gör dem svåra att reparera när de är slitna. Endast en tillverkare eller en mycket diskret person som kommer att arbeta för hand kommer att kunna slipa planen längs hela längden. Men sådana skenor tjänar under lång tid.
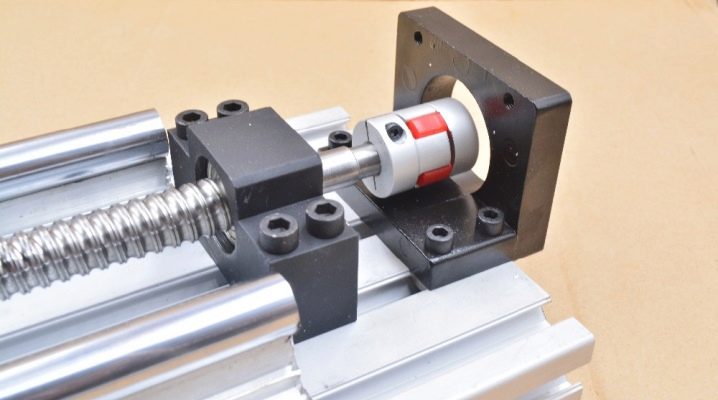
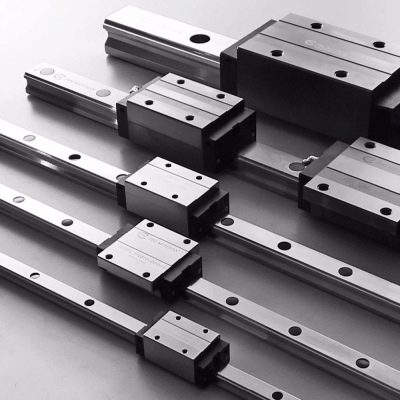
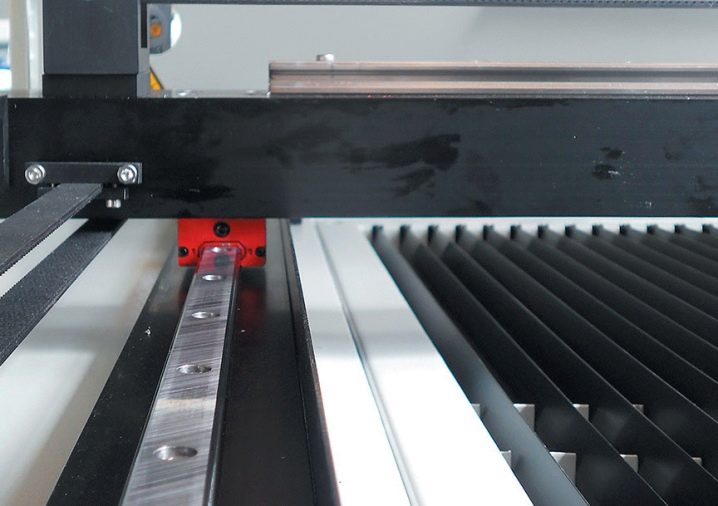
- Aluminiumprofiler i stål - den mest pålitliga i arbetet. Tack vare spåren längs vilka kulorna eller rullarna rör sig, håller sådana styrningar lasten bra, spelar inte, vrider sig inte eller böjer sig.
Men de är dyra, eftersom de kräver särskilt högkvalitativ bearbetning under tillverkningen. Och de är också svåra att installera på maskinen, eftersom hög noggrannhet och inriktning av fästelementen krävs.
Maskinens kvalitet påverkas inte bara av själva skenorna utan också av deras passande hylsa. Inom maskinteknik kombineras de till en term - guider. Friktion, positioneringsnoggrannhet och allt som påverkar rörelse beror på utformningen av detta par. Därför görs guiderna olika: glidande, rullande och kombinerade.
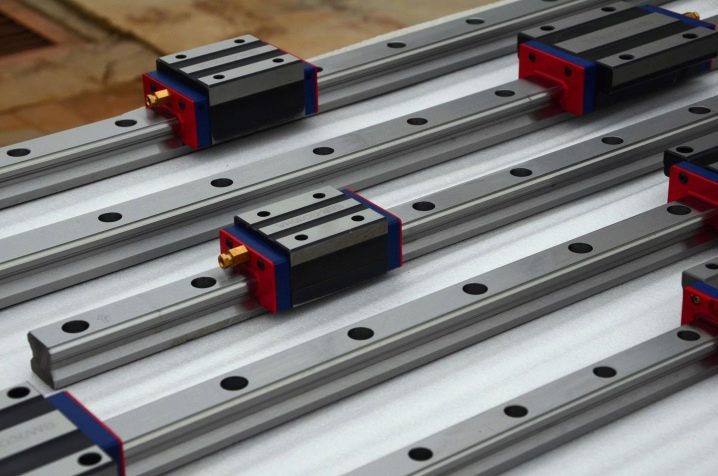
Rullande guider
I dem färdas bromsokbussningen på kulor eller rullar längs skenan. Speciella skruvspår är gjorda på hylsan, tack vare vilka kulorna, när de når kanten, återgår till sin ursprungliga position. Det liknar ett lager. Denna lösning har många fördelar.
-
Bra dynamiska egenskaper och låg friktion - bromsoket kan snabbt accelerera och stanna. Detta är viktigt för precisionsbearbetning av små delar som urskärningar och spår.
-
Låg värmeavledning - skenorna är inte deformerade på grund av termiska effekter. Detta är särskilt bra för utrustning med hög precision (precision).
-
Lätt att underhålla - när det är slitet räcker det att byta ut kulorna. De är mjukare än styrskenan och slits därför ut snabbare.


Men det finns en nackdel - en liten dämpningsförmåga. Detta innebär att vibrationer som genereras under skärning alltid överförs till bädden. Detta kommer att minska bearbetningsnoggrannheten och leda till skrot. Vibrationer uppstår till exempel när beståndet är ojämnt vid grovbearbetning.
Rullstyrningarna är något annorlunda i design. De är rulle och boll.
-
Rullar tål högre belastning än kula. Men friktionen som uppstår i ändarna av rullarna minskar de dynamiska egenskaperna.
-
Kullager är bättre lämpade för precisionsarbete, men tål inte höga skärdata.


För svåra förhållanden behövs andra konstruktioner.
Slidguider
I dem glider hylsan längs skenan längs med smörjmedelslagret. På grund av det stora stödområdet kan de motstå allvarliga belastningar, inklusive stötbelastningar, därför används de ofta i de initiala bearbetningslägena. Men i dessa guider är den statiska friktionskraften mycket högre än rörelsefriktionskraften, därför rör sig noderna vid låga hastigheter inte likformigt, utan i hopp.


För att kompensera detta används olika tekniska lösningar.
-
Hydrodynamiska har en enkel och pålitlig design. I dem sugs olja in genom smörjspåren mellan skenan och bussningen, som separerar gnidningsytorna. Dessa spår är placerade längs hela skenans längd. Dessa styrningar har hög styvhet och goda dämpningsegenskaper. Nackdelar - de fungerar bra bara vid höga hastigheter, annars finns det ingen hydrodynamisk effekt. Dessutom försämras driftförhållandena under acceleration och retardation.Dessa guider används ofta i hyvlings- och karusellmaskiner.
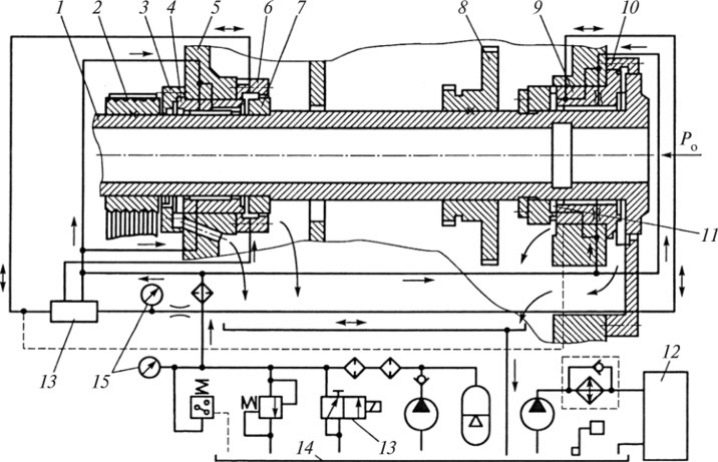
- Hydrostatiska sådana saknar dessa nackdelar. I dem tillförs smörjning under tryck från en pump, därför finns det alltid en oljefilm på ytan med en tjocklek på 10-50 mikron, och ibland 100 mikron.

Men de har allvarliga nackdelar - de behöver utrustning för att cirkulera och filtrera oljan, uppvärmning sker under drift och speciella anordningar behövs för att fixera bromsoket i önskat läge. Dessutom är systemet svårt att underhålla.
Hydrostatiska styrningar används ofta i tunga och unika CNC-maskiner med hög precision. De är öppna och stängda. Öppen ände (utan remsor) har enklare design och används under stabila driftsförhållanden och en stor tjocklek. Slutna är bättre på att motstå böjning och tippning, men kräver noggrann och dyr konstruktion.
- Aerostatiska använder luft istället för olja. Därför har de låg friktion, hög precision och hållbarhet. Och om du tar bort lufttillförseln kommer bromsoket att vara säkert fixerat, till skillnad från hydrostatiska enheter. Men deras styvhet och dynamik är sämre, dessutom, på grund av den låga luftdensiteten, uppstår fluktuationer. Dessutom måste luftkanalerna rengöras regelbundet.

Dessa guider har bevisat sitt värde i lätta verktygsmaskiner. De används i koordinatmätmaskiner, PCB-maskiner och liknande utrustning.
Ofta används strukturer som kombinerar de positiva egenskaperna hos olika typer av guider.
Kombinerad
Halvflytande eller flytande smörjning, blandad rull-glidfriktion och andra lösningar används. De ger hög styvhet och smidig drift. Men de har en kort livslängd.
Lika perfekt som utrustningen är kräver den skydd mot skador och regelbundet underhåll.
Tillbehör och förbrukningsmaterial
Huvuduppgiften är att se till att det inte finns något annat än olja mellan de gnidande delarna. För detta är guiderna skyddade med speciella anordningar.
-
Gummikorrugerat skydd ger inte kylvätska (skärvätska) komma på metallprodukter, kommer det att skydda mot damm och mindre skräp. Men det kommer inte att klara av vassa spån eller stora föremål, till exempel om arbetsstycket faller på sängen.
-
Rullskydd är mer pålitligt. När bromsoket rör sig rullar det upp, och å andra sidan vecklas det ut tvärtom. Därför är guiderna alltid täckta med en metalltejp, om än en tunnväggig sådan.
-
Teleskop är den mest pålitliga. Den tjocka lådan expanderar till hela längden av styrningarna och stänger dem på alla sidor.

Men kom ihåg att ju mer massivt skyddet är, desto mer ansträngning krävs för att vika det. Och ju starkare friktionen. Därför bör du inte ta den teleskopiska versionen för svaga eller precisa maskiner som behöver höga dynamiska egenskaper. Men det rekommenderas inte att spara på skyddet heller.
-
Guider behöver ibland rengöras för hand. Detta kräver en skrapa.
-
Och om för mycket skräp genereras under drift, är det lämpligt att fixera torkaren på bromsoket.
Och tekniken älskar grooming.
-
En trasa är idealisk för att ta bort smuts och gammal olja från ytor.
-
Och olja för smörjning av ytor skyddar delar från korrosion. Dessutom måste du regelbundet skölja guiderna i olja för att rengöra dem från oxider.

Men om dessa verktyg inte fungerar kan du alltid köpa nya guider.
Valfria funktioner
Vid reparation kan du helt enkelt köpa samma guider. Eller så kan du uppgradera maskinen. Tänk bara på ett antal punkter.
-
Guiderna är förladdade. Den regleras av diametern på kulorna eller rullarna i vagnen. Till exempel, för svarvar med CNC i X- och Y-axeln, bör interferenskraften vara 0,08C. Och för Z-axeln bör det vara 0,13C. Då garanteras hela strukturens höga styvhet.
-
Styrningarna måste motsvara hela maskinens noggrannhetsklass.

Bestäm typen av produkt.
-
För mjuka arbetsstycken mindre än 1 m långa är polerade axlar lämpliga.
-
För att slipa metall eller stora träbitar behöver du profilskenor.
Och slutligen, köp komponenter endast i pålitliga butiker.
Det finns ofta förfalskningar som inte bara förstör arbetsstyckena, utan också bryter kontraktet. Och för att bevisa ditt fall, spela in uppackningen av nya guider på video i en tagning utan redigering.













Kommentaren skickades.