Tvärhyvlar

Tvärhyvlar är specialutrustning för kapning av små och medelstora arbetsstycken. Enheterna utmärker sig genom sin kompakta storlek och långa livslängd tack vare sin robusta design. Tillverkare producerar olika typer av tvärhyvlar, det är värt att överväga utrustningens strukturella egenskaper mer i detalj.


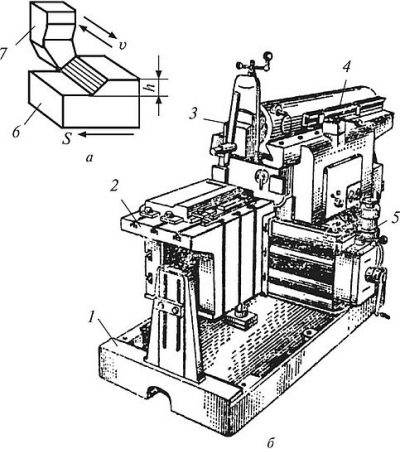
Enhet och funktionsprincip
Tvärhyvlar kännetecknas av deras universella syfte, vilket kan uppnås på grund av en speciell anordning. Designen är baserad på vev-vippenheten, som ansvarar för skjutreglagets position i intervallet 20 till 500 mm. Standardfunktioner för alla maskiner.
-
Den maximala förskjutningen av ytan på vilken delen är fixerad är från 310 till 500 mm. Intressant nog är en spak som kontrolleras av användaren ansvarig för rörelsen. Den genomsnittliga skjuvhastigheten är 2,23 m/min.
-
Kontrollnoggrannheten för enheten är 100 mikron.
-
De maximala måtten på arbetsstycken som enheten kan bearbeta är 380x375 mm på sidoytorna och 500x360 mm på toppen.
-
Monteringstyp - på benen som tillhandahålls av designen med hjälp av T-formade spår.
-
Den maximala vertikala förskjutningen av fräsen när maskinen är påslagen är 170 mm.
-
Huvudets maximala vinkelrörelse är 60 grader.


De flesta modeller har inte en funktion som automatiskt lyfter verktyget vid ett oväntat stopp av mekanismen. Vissa moderna maskiner har dock ett sådant alternativ, vilket gör utrustningen mer bekväm att använda. Tvärsvarvens utformning innehåller ett antal grundläggande komponenter.
-
Betoning. Dessutom fixar den bordet och fungerar som ett stödpunkt. Varje stopp är försett med en stång som kan justeras manuellt.
-
Tabell. Det är nödvändigt för att fixera arbetsstycket med dess efterföljande överföring till arbetsområdet. Ytan kan röra sig både horisontellt och vertikalt.
-
Guider. Designen inkluderar både horisontella och vertikala styrningar. Ansvarig för att flytta bordet.
-
Verktygshållare. Ansvarig för fixering av skärelementet, utrustat med en skärindragningsmekanism, som förhindrar skador på bladet.
-
Bromsok. Ett element som används för att ställa in skärdjupet och för att justera skärets räckvidd mot arbetsstycket.


Kinematiska maskiner är utrustade med en säng och en tvärbalk, som också reglerar strukturens rörelse. När det gäller de tekniska parametrarna har den genomsnittliga maskinen av denna typ följande egenskaper:
-
drivtyp - motor;
-
effekt - upp till 5,5 kW;
-
det maximala antalet varv per minut - 1400;
-
maximal ansträngning av skjutreglaget under drift - 1800 kg;
-
längden på dubbelbordslaget - upp till 0,5 m;
-
den högsta tillåtna skärhastigheten för materialet är 140 m/min.

Maskinens standardlängd är 2335 mm, höjden når 1540 mm och bredden överstiger inte 1355 mm.
Utnämning
Huvudsyftet med utrustningen är att skära planen för olika arbetsstycken och delar. Och även utrustningen används för:
-
bildandet av spår och spår;
-
fräsning;
-
slipning.


Funktionaliteten hos installationen för metallskärning utökas med ytterligare tillbehör i form av till exempel ett fräs- eller sliphuvud, som används istället för ett stöd. Huvudena kan roteras 360 grader för högkvalitativ fräsning och slipning. I detta fall blir maskinen kapabel att bearbeta element i olika vinklar.
Ett annat grundläggande syfte med maskinen är spånklippning. Systemet för driften av installationen är ganska enkelt: reglagen som tillhandahålls av designen, när de flyttas tillbaka, minskar dragkraften något i jämförelse med det direkta arbetsslaget, på grund av vilket det är möjligt att uppnå det önskade resultatet.
Många hantverkare ökar produktiviteten i installationen genom att se till att maskinen kan skära spånen både under arbetsslaget och under returslaget.
Slutligen är ett ytterligare syfte med tvärhyveln gängvalsning, utförd med stansar och stansblock. Installationen kan bearbeta fästelement i form av skruvar med en diameter på 3 till 6 mm. För att bilda en tråd är maskinen utrustad med specialverktyg.

Trådrullningsprincip.
-
Klupps eller dies placeras i maskinen. Ett element är monterat på en glidare, som är anordnad i kroppen och är ansluten till verktygshållaren. Den andra är monterad i en formhållare.
-
Reglaget börjar röra sig och ändrar standardpositionen. I detta skede kan du justera kolvens position på kolvhållaren i sidled.
-
Bultämnen placeras i mottagaren - maskinens magasin, med manuell eller mekanisk laddning.
-
För varje dubbelslag av skjutreglaget ger mottagaren ut ett arbetsstycke, som tas i arbete av en rörlig form. Elementet börjar rotera runt sin axel, rullar på fästelementet och bildar en gänga.
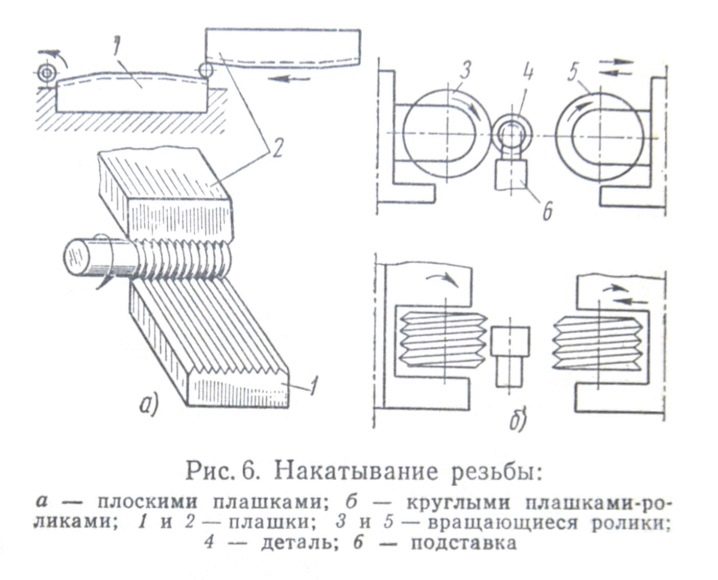
Arbetsstycket deformeras inte under processen, tvärtom förbättras delens hållfasthetsegenskaper.
Tilldela inte det direkta syftet med maskinerna.
Med hjälp av utrustningen är det möjligt att utföra brytningsoperationer. Broschen monteras på en skjutreglage eller monteras på installationsbordet.
Tillverkare
Verktygsmaskinmarknaden representeras av ett brett utbud av cross-hyvelmodeller från olika tillverkare. Bland det stora utbudet är det värt att lyfta fram ett par fabriker som producerar pålitlig utrustning.
Huvudutvecklaren av utrustning för korshyvling är en inhemsk fabrik i Orenburg. Modellerna som tillverkas av tillverkaren skiljer sig åt:
-
pålitlig design;
-
utmärkta prestandaegenskaper;
-
lång livslängd;
-
bred funktionalitet.

Maskinens robusta design säkerställer effektiv drift och kvalitetsresultat. De flesta modellerna är kompakta, men det finns även stora installationer för bearbetning av stora arbetsstycken.
Den näst mest populära tillverkaren är Gomel SZ. Företaget tillverkar basmaskiner utrustade med roterande arbetsyta och kopieringsmaskiner. Utrustningen används för bearbetning av stålytor, slidens längd överstiger inte 700 mm.















Kommentaren skickades.