CNC-borrmaskiner

Styrning på basis av en numerisk programmodul är implementerad i alla typer och typer av maskiner: svarvning, borrning, fräsning. Den enda anledningen är övergången från enstaka, episodiska arbetssessioner till massiva, som påverkar partier på miljarder av samma typ och identiska delar, vilket är grunden för framgångsrik aktivitet.


Sorter och deras struktur
Anordningen för den enklaste borrmaskinen är en rörlig drivning, vars chuck med en borr rör sig vertikalt längs styrningarna. Objekttabellen, på vilken delen är fixerad, rör sig i enlighet med inställningarna för programmet i programenheten, som utfärdar motsvarande kommandon. Denna tabell kan flyttas framåt eller rotera beroende på hur ett visst antal delar behöver bearbetas. Deländklämmor rör sig också för att säkert hålla en tjock del eller en hel stapel av tunna delar. Till exempel, om borrchuckens djup är 10 cm, kan 5 20 mm eller 50 2 mm plattor fästas på brotschbordet.

X-, Y- och Z-rörelserna delas mellan ställdonet och scenen. Så drivenheten kan flytta chucken med borren endast i höjdled, och längden och bredden mellan de borrade hålen (enligt planen) bestäms av rörelsen av delarna och objektbordet. I mer avancerade versioner är bordet stillastående: endast spindeln med chucken rör sig.
I alla fall är koordinatstegsinstallationer ansvariga för rörelsen, vars grund är stegmotorer med ett komplext system av rullar, växlar och elektroniska drivkort, tack vare vilka de roterande vinkelrörelserna hos dessa motorers rotorer bärs ut.

Det finns följande typer av borrmaskiner.
Med inbyggt roterande objektbord
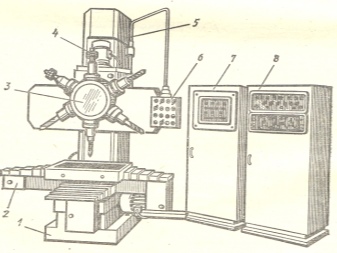
Hög hastighet och noggrannhet är viktigt här. Huvudkomponenterna i denna typ av anordning inkluderar dynamiska broar och dubbla vertikala master på parallella skenor, upphängda ovanför bordet. Enheten är helt autonom. Den fungerar automatiskt med minimal operatörsingripande. Kalkylatorn i denna enhet är implementerad på basis av en styrenhet byggd på IPC-mikrokretsar.


Hissdriften är uppbyggd på basis av en servodrift, samt spindelmekanismen. Det finns en autodetektor för borrlängden, en bestämningsfaktor för tjockleken på arbetsstycken (eller en uppsättning identiska delar staplade ovanpå varandra). Ytterligare funktionalitet är ett grafiskt programvarugränssnitt som är förståeligt för alla nybörjare. Maskinen har pekpaneler på vilka operatören av enheten ställer in önskat driftläge och vilken typ av arbetsstycken som ska bearbetas.
På en sådan anordning är det enkelt och enkelt att rikta in kanterna på arbetsstyckena. Koordinater för arbete är inställda så att de bekvämt kan kombineras med en specifik process för att borra arbetsstycken.

För den mest exakta borrningen används en mjukvarumiljö som oberoende korrigerar fel som uppstår vid arbete på liknande maskiner utan CNC.
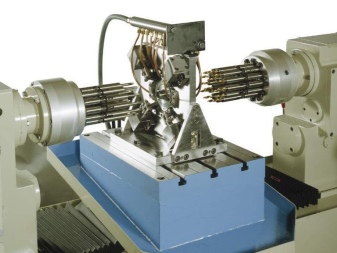
Gantry CNC-borrmaskiner
Sådana modeller är lämpliga för bearbetning av konstruktionsstålämnen: till exempel delar för montering av torn och broar. Fördelar med portalmaskiner: undvikande av repetitiva sessioner, ökad effektivitet i produktionen, minskad bearbetningstid och minskad totalkostnad för tillverkning av komponenter.

Efter antalet spindlar är maskinerna uppdelade i enkel- och flerspindliga maskiner. På vissa modeller finns det en funktion för att byta ut borrar i farten (en förbrukningsvaror är inbyggd i en sådan enhet). När det gäller antalet operationer vinner fleroperationsanordningar mer och mer popularitet, tack vare vilka, förutom borrning, borrning och fräsning (inriktning) av arbetsstycken realiseras i produktionen.

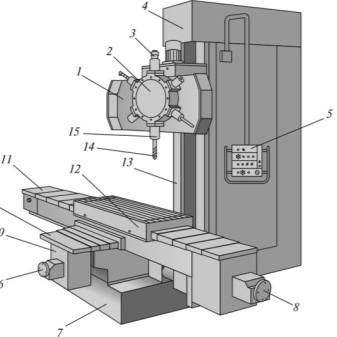
Varianter av vertikala maskiner representeras av följande lista.
- Enkel kolumn med scen. De borrade hålen är 2-6 cm i diameter.
- Enkel kolonn med ett torn. Fräsar kan bytas automatiskt i farten.
- Enkel kolumn med verktygsmagasin... Hålens diameter är 5,5-6,5 cm.
- Radial med hylsa och spindel (eller en rörlig kolumn).


Men det finns också horisontella borrmaskiner. På det hela taget är de som en maskin i omvänd riktning: borrarna rör sig horisontellt och spindeln driver sig själv - vertikalt. Omfattning - förborrning av arbetsstycken med ribbor (om tjockleken tillåter).
Efter att ha bestämt sig för vilken typ av maskin som används kontrollerar de hur passande den är för en specifik lista över verk.

Utnämning
En maskin designad för metallbearbetning kommer enkelt att hantera träbearbetning och icke-metalliskt kompositmaterial. Så, jobbar på en modell ProArc CNC-borr + 1640S kan utföras med metallplåtar. Borrdiametern är 6-80 mm, så du kan göra ett stort hål med till och med en steg- eller kronborr.
Samtidigt överstiger delens tjocklek inte 10 cm. Denna modell tillhör listan över de bästa i sitt slag. Lämplig för mindre produktion när små konstruktioner behöver borras ut. Bordets bredd i det här exemplet når 60 cm, längden är upp till 3 m. Högkvalitativt och högprecisionsarbete gör denna enhet till ett extremt populärt arbetsredskap.

CNC-borrmaskiner är lämpliga för snabb automatisk inriktning av delar från en uppsättning, som ställs in av enhetens operatör. Noggrannheten av operationerna kontrolleras med hjälp av det inbyggda programmet. Den automatiska rörelsen av borrdrivningen och objektbordet utförs i tre koordinatavläsningar med hög noggrannhet. Till exempel utförs rörelsen av en del (eller verktyg) i höjdled med hjälp av stopp, strömbrytare, pluggar och perforerad tejp.
I avsaknad av en roterande mekanism i maskinen ersätts borren med en snabbchuck.

Syftet med metallbearbetningsmaskiner är att borra hål i arbetsstycken, där hög noggrannhet är avgörande. Manuell borrning kommer inte att ge det, oavsett hur mycket befälhavaren försöker. I en kontinuerlig produktionsmiljö (till exempel inom ett arbetsskift) är sådan utrustning oumbärlig. Maskiner för bearbetning av komposit- och trämaterial används till exempel vid tillverkning av möbler. Detta inkluderar borrning av hål för Euro-bultar (bekräftelse). Enheten ska ha ett stort föremålsbord upp till flera meter långt. Men användningsområdet för CNC-borrmaskiner är flygplan, instrument och skeppsbyggnad. De används som den huvudsakliga verktygslådan för bilverkstaden.


Denna specialiserade utrustning med elektroniska styrsystem organiserar kontroll över det funktionella syftet med olika utrustningar... Till exempel är ett CNC-borrcenter utrustat med universella arbetsstyckesigenkänningssystem.

Val
Valet av en CNC-borrmaskin görs enligt följande kriterier.
- Mått och vikt på arbetsstycken. Om du borrar relativt tunna plåtar eller om du behöver bearbeta skrymmande arbetsstycken med stor vikt beror på din smala profil.För arbete på stål och legerad icke-järnmetall (brons, etc.) krävs en hög motoreffekt (mer än 1 kW) och de bästa borrarna från legerat höghastighetsstål. Om du behöver borra genom härdat stål, så hjälper bara en diamantbelagd borr (eller spets).
- Om du behöver en maskin för att bearbeta trä, bör du inte betala för mycket för dess dyrare motsvarighet avsedd för bearbetning av stål. En sådan maskin kan ha både lägre motoreffekt och reducerade dimensioner.
- En maskin för en exklusivt hemverkstad eller garage bör inte vara stor och uppta ett utrymme på 10 m2 eller mer. Dessa är kostnaderna för fabriker och fabriker där produktionen läggs på en ström. För ett hus eller ett litet garage tar en sådan maskin bara 1-2 m2.


Köp inte maskiner som det inte finns tillräckligt med information om. De kommer snabbt att misslyckas.













Kommentaren skickades.