Vertikala svarvsvarvar

Vertikala svarvar kan vara mycket bra utrustning för många industrier. Men du måste ta reda på exakt vad deras syfte och huvudkomponenter är, vad växellådan är utrustad med. Och du måste också studera andra funktioner hos enheten, kammar på CNC-maskiner, bekanta dig med urvalskriterierna.
Enhet och funktionsprincip
Det är mycket svårt att säga exakt vad den allmänna synen på svarvtråkiga svarvar är. De representeras av ett mycket stort antal modifieringar. Och varje version är optimerad för att utföra ett mycket specifikt utbud av manipulationer, vilket förutsägbart återspeglas i dess utseende och tekniska prestanda. Universella modeller av vertikala svarvar sprider sig gradvis. Men det finns fortfarande mycket allvarliga skillnader mellan dem.


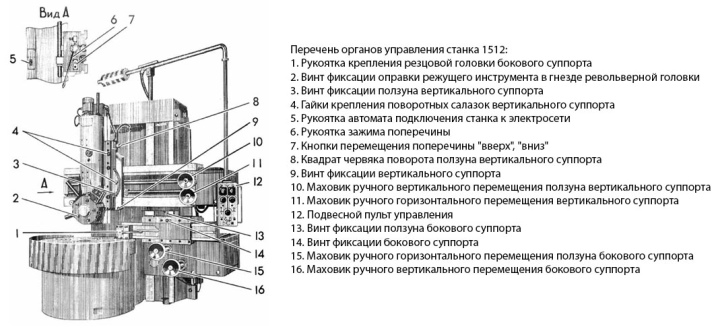
Huvudnoderna i enhetsdiagrammet är:
- ställ;
- en transmissionslänk som tillhandahåller anslutningen av huvuddelarna med drivenheten;
- Kontrollstation;
- fribärande montering, tack vare vilken spindeln rör sig;
- bromsok (finns till vänster och höger);
- tekniskt skydd;
- vagga för frontplatta;
- ett par foderlådor;
- operatörskontrollsystem;
- kraftkontrollenhet;
- elektrisk panel.
Med hjälp av vertikala svarvar kan du utföra en mängd olika manipulationer:
- skär ett spår;
- ge den erforderliga formen till ytorna på cylindriska eller koniska delar;
- förbered hål med de nödvändiga parametrarna;
- slipa platta områden;
- vik ut ett metallarbetsstycke;
- ordna snideri;
- göra en formad yta.


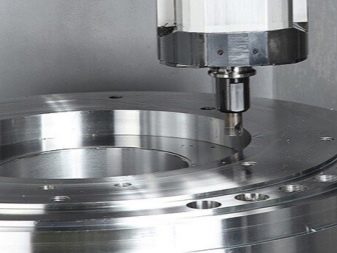
Borr- och fräsbackar används på borrsvarvar.
De kan designas även för modeller med stora frontplåtar. Med deras hjälp fästs arbetsstycket perfekt, även om det är tungt och stort i storlek. Vanligtvis ingår 4 eller 8 käftar i en typisk uppsättning. Vertikala svarvar är allt mer mjukvarustyrda (dvs. numerisk styrning används).
Detta tillvägagångssätt minimerar faran förknippad med den mänskliga faktorn. Tack vare honom ökar bearbetningsnoggrannheten avsevärt. Dessutom låter sådan utrustning dig arbeta i hastigheter som är helt otillgängliga även för de mest erfarna karusellvändarna som arbetar med enkel utrustning. Manuella versioner används för industrier som är begränsade till enkla svarvningsoperationer eller för grovbearbetning av strukturer. Arbetsstyckena som ska bearbetas är huvudsakligen fixerade i frontplattans hållare.


Starta sedan rotationen vid låga hastigheter. Denna körning säkerställer att arbetsstycket centreras korrekt. Sedan förs spindelhuvudet in. Den flyttas längs traversen. Sist av allt startas vätsketillförseln som smörjer maskinen och tar bort överskottsvärme.
Regleringen av varv och bearbetningslägen beror på i vilken grad växellådan är utrustad, vilka komponenter som finns i den, hur de är konfigurerade. Allt detta är utformat med hänsyn till det valda kinematiska schemat.
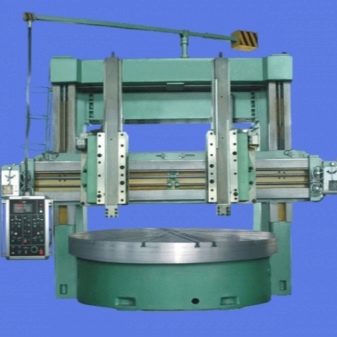
Det finns vertikala svarvar med ett eller två stativ. Tvåstolpsversionen klarar av att hantera större arbetsstycken och är samtidigt mycket effektiv. Bäddarna i tvåstolpsapparaten innehåller en tvärbalk med borrande och roterande bromsok.

För rörelsen av dessa bromsok tillhandahålls vanligtvis horisontella styrningar. Borrblocket har en längsgående vagn med en vridmekanism. En del av mekanismen är skjutreglaget, på vilket skärhållaren är placerad. Korrekt användning av den tråkiga bilden och tillbehören som läggs till den gör att du kan:
-
arbeta med avsmalnande ytor;
-
borrhål;
-
skär genom de inre spåren.
Oavsett de specifika nyanserna är sådana maskiner utformade för att manipulera delar med en sektion som är betydligt större än längden. Oftast talar vi om sektioner på mer än 50 cm. Det är lätt att förstå att en sådan teknik är efterfrågad i specialiserade grenar av maskinteknik, där det krävs att producera stora produkter.
En mekanism som en karusell låter dig flytta de önskade föremålen längs en helt stängd horisontell bana.

Om skärelementet på den tråkiga svarven fungerar med en ändyta, bildas ringformade spår på den. Om du flyttar själva verktyget i ett horisontellt plan, kan du inte längre slipa cirkulära, utan spiralformade spår. Genom att variera driftslägen och fina inställningar är det möjligt att ganska drastiskt ändra stigningen på dessa spår. Spåren är utarbetade till ett godtyckligt djup - det beror bara på hur intensivt arbetsblocket är begravt. Det finns verktyg som gör att du kan forma spår även på sidoväggarna - det spelar ingen roll om dessa sidoväggar är placerade inuti eller utanför.
Artöversikt
Enligt överenskommelse
Mångsidiga modeller är optimerade för ett brett spektrum av operationer. Naturligtvis förlorar de i perfektionen av produktionen av individuella manipulationer. Specialiserade enheter är snävt fokuserade, men specifika typer av arbete utförs felfritt. En universalsvarv och tråkig svarv har oftast ett enda stativ. Storlekarna på sådana anordningar har sina egna storlekar, och valet av dessa dimensioner bestäms av arbetsstyckets sektion.


Högt specialiserade svarv- och borrmaskiner är vanligtvis konstruerade på basis av universella prover.
Specialisering kan uppnås:
- öka eller minska höjden vid vilken bearbetning utförs;
- ändra antalet bromsok;
- justeringar av utformningen av bromsoken;
- införandet av extra drivhuvuden;
- lägga till designen av noder som låter dig utföra komplexa åtgärder.



Med antalet stödpunkter
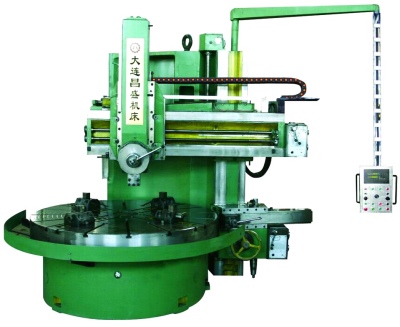
Enkolonnmaskiner är företrädesvis utrustade med ett numeriskt styrsystem. De låter dig hantera strukturer med ett tvärsnitt som inte är högre än 150 cm. Ett ytterligare användningsområde är manipulering av avsmalnande ytor. Varje enpelarmaskin innehåller ett sidostöd med en universalhållare.
Enhetens tvåpoliga typ kännetecknas av ökad styvhet och tillförlitlighet, därför används den för arbete med särskilt stora tunga arbetsstycken. Rörelsen av tvärbalken och stöden uppnås med hjälp av en speciell enhet - "portal".


Med antalet bromsok
Det kan finnas en eller flera av dem. Enkelstödsmodeller kännetecknas av ett relativt smalt användningsområde.
Ju fler sådana element, desto bredare tillämpningsområde.


Efter typ av spindelhuvud
Den vanliga designen är baserad på en enda fräs. En mer modern typ är tornet. Med den kan du använda flera skärdelar samtidigt. Rörelsen är orienterad både horisontellt och vertikalt enligt ditt val. Skärarna sätts in i huvudet en efter en, och en efter en går de igång.

Genom typen av kontroll av arbetsrörelser
I vanliga verkstäder och i hemmet används ofta manuella tekniker för att bearbeta metall. Trots enkelheten och lättheten har sådana enheter ett minus - du måste agera mycket noggrant. En sådan teknik kan bara klara av enkla uppgifter, och även när de utförs spelar den mänskliga faktorn en stor roll.Därför, även i hushållssegmentet, blir CNC-maskiner mer och mer övertygande ledare, trots deras ökade pris.
Det är värt att uppmärksamma utrustningens parametrar. Typiska maskiner, som till många levereras av industrin, har förutom huvudelmotorn flera hjälpdrivningar. Dessa specialenheter möjliggör en mer exakt styrning av de enskilda delarna av produktionsmaskinen. Ju större delar, desto kraftfullare bör kraftverken vara. I branschen är det inte ovanligt med svarvutrustningsmodeller som förbrukar 10 kW el eller mer.


Den ökade takten i karuselltekniken beror till stor del på detaljerna för montering av frontplattor. Han räknas också med ökad noggrannhet i manipulationer. Därför är det möjligt att utföra arbete som kräver strikt begränsade toleranser. Det är värt att uppmärksamma den maximala höjden och tvärsnittet av ämnena. Höjden på strukturerna kan variera - i olika fall är den 80-500 cm.
Noggrannheten med vilken delarna kommer att bearbetas bestäms av kvaliteten på nyckelblocksinställningarna. Som redan nämnts, när du använder CNC, är denna siffra maximal. Vissa kontureringsmaskiner med hög precision kan visa ännu lägre felfrekvenser.
Det kommer dock inte att gå att hålla arbetet på en så hög nivå hela tiden.

Toppmodeller
Den tråkiga svarvmarknaden innehåller ett stort antal olika modeller. Dalian Guofeng Machine Tools ger ett bra erbjudande. Dess modeller 5231, 5240, 5250 kan konkurrera med de bästa inhemska designerna. De kännetecknas av ökad noggrannhet och är ganska praktiska. Även ämnen med komplexa geometriska former kan framgångsrikt bearbetas.

Alla modeller som just beskrivits har två stativ. Men det finns också versioner med en kolumn i det kinesiska företagets sortiment. Deras effekt är inte mindre än 22 000 watt och inte mer än 45 000 watt. Ändringar från 5110 till 5131 är numeriskt styrda. Sådan utrustning är ganska effektiv, kompletterad med speciella servon.
Du kommer att få betala mer för produkterna från det schweiziska företaget ENCE GmbH. Men hennes kvalitetsindikatorer är också högre. Denna tillverkare kan erbjuda flera linjer samtidigt. Så, LEN 3000-5000 är maskiner utan CNC som standard, men vid behov kan en sådan styrenhet läggas till. Huvudströmmodulen har ett par steg. Dess elmotor kan leverera 16 olika hastigheter.

Om du behöver arbeta med ämnen från 125 till 200 cm i storlek, LEN 1250-2000-serien bör föredras... Dessa enheter har rullstyrningar. Själva rullarna innehåller rullager tillverkade med mycket hög precision. Felreducering uppnås även med balanserade verktygshållare. För att öka utrustningens tillförlitlighet och stabilitet är den utrustad med elektriska delar från Siemens.

Bland inhemska företag bör Krasnodar Heavy Machine Tool Plant nämnas. Han levererar flera modeller av vertikala svarvar samtidigt. För att flytta bromsoket är de försedda med styrningar av härdat stål. Designen med två kolumner använder ett par tornok, eller en kombination av torn och borrenheter. Vissa modeller tillåter användning av vätskekylning under högt tryck.

Versionen 1A516MF3 från Stankonov-företaget förtjänar också uppmärksamhet. Dess stativ är fäst vid bordet med bultar (distanshållaren fungerar som en mellanhand). Gjutjärnstvärbalken tillverkas genom gjutning. Enheten kan hantera arbetsstycken som väger upp till 10 000 kg.
Bromsokmatningar är steglöst justerbara.

Ett alternativ är produkterna från företaget "TBS". Mer specifikt, versionerna med en kolumn 1512 / 1516F11 och 1512 / 1516F3. De använder flöden med separata enheter. Som standard används tornok; på begäran av kunder tillhandahålls det för att utrusta med speciella klämmor som förenklar bearbetningen av hjul.Hög tillförlitlighet bibehålls tack vare centralsmörjning.

Valmöjligheter
Vertikala svarvar kan ha frontplattor med stor diameter. Det avgör hur stor utrustningen blir och storleken på arbetsstyckena. I sin tur avgör hastigheten med vilken frontplattan roteras hur effektivt systemet kommer att vara. Enkelbensmodeller behövs för att tillverka avsmalnande delar. Tvåstolpsversioner är mer populära när man arbetar med arbetsstycken med ett tvärsnitt på 160 cm eller mer.
I ett antal fall spelar valet av metallbearbetningsmetoder en viktig roll. Och deras genomförbarhet på en specifik maskin beror på hur långt arbetsenheterna rör sig vertikalt och horisontellt. Genom att variera bromsokets lutningsvinkel är det möjligt att påverka de tillverkade produkternas geometri. Det är ju mer sofistikerat och varierat, desto större avböjningsvinkel tillhandahålls av formgivarna. Det finns andra parametrar som också är viktiga att ta hänsyn till.


Så, förutom de högsta och lägsta hastigheterna på frontplattan bör du vara uppmärksam på antalet graderingar. Ju större den är, desto mer exakt kan du justera driftläget. Men baksidan av denna fördel är komplikationen av kinematik. Det är svårare att beräkna det, och sannolikheten för någon form av misslyckande under arbetet ökar. Det är användbart att vara uppmärksam på verktygsmagasinets kapacitet.
Om den är tillräckligt stor förenklas metallbearbetningsprocessen. Helst kan man koncentrera hela produktionskedjan på en eller flera maskiner av samma typ. När du väljer en CNC-enhet bör du tänka på noggrannheten i de verkställande enheternas åtgärd. Den kritiska punkten är noggrannheten med vilken den roterade frontplattan är fixerad; varje girning av den från en given vinkel är oacceptabel. För effektiviteten av verktygsbyte urskiljs maskiner med revolver.















Kommentaren skickades.