Funktioner av en stadig vila för en svarv och dess installation
Information om funktionerna hos den stadiga vilan för en svarv och dess installation kommer att vara av stort intresse för alla som skapar en småskalig svarv. Denna teknik fungerar på metall och trä. Efter att ha tagit reda på vad det är, vad är kraven för GOST och enhetens subtiliteter, kommer det också att vara nödvändigt att studera funktionerna hos rörliga och fasta lunetter.


Vad det är?
Verktygsmaskiner utför ett stort antal användbara funktioner och är det sanna skelettet i hela den moderna världen, mycket viktigare än politiska institutioner, betalningssystem och religiösa samfund. Men även dessa enheter "i sin rena form" kan sällan utföra sin funktion mest effektivt och med minimala arbetskostnader. En mycket viktig roll spelas av "extern band", närvaron av olika tillbehör. Även säkerhet och bekvämlighet på jobbet beror på dem.

En stadig vila för en svarv, och, ännu viktigare, för en svarv både för metall och trä, är ansvarig för mycket betydande funktioner. Först och främst fungerar det som ett extra stöd. Utan en stadig vila skulle det vara mycket svårare att bearbeta tunga skrymmande delar. Vissa av dem skulle ha varit omöjliga att arbeta med. En annan viktig punkt är elimineringen av avböjning.

Stora arbetsstycken kan böjas under egen belastning. Endast extra fästpunkter gör det möjligt att arbeta korrekt, utan fel och avvikelser. Som standard är vilorna utrustade med speciella rullar, som säkerställer att de utför sina funktioner i produktionen. En stadig vila är särskilt relevant om delens längd är 10 gånger eller mer större än dess bredd. Då räcker ingen naturlig styrka och styvhet hos strukturen i sig för att förhindra nedböjning.
Artöversikt
Det är tydligt att ett så viktigt produktionsverktyg inte kunde ignoreras av utvecklarna av kvalitetsstandarder. Dessutom utvecklades 2 olika statliga standarder samtidigt. Båda adopterades 1975. GOST 21190 hänvisar till rullstöd. GOST 21189 beskriver prismatiska lunetter.
På ett eller annat sätt placeras båda dessa enhetsalternativ på automatiska tornsvarvar (svarvens officiella namn).


Statisk
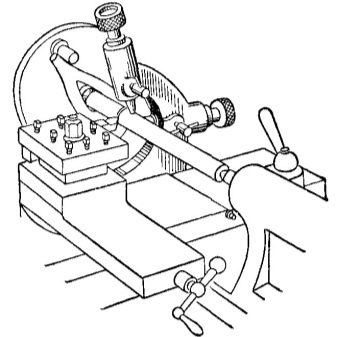
Ur praktisk synvinkel är dock deras andra uppdelning viktigare - i mobila och stationära typer. Det kan vara mycket fördelaktigt att använda en stadig vila. Det ger exceptionell manipulationsprecision. Sådan utrustning dämpar alla vibrationer som uppstår under normal drift av maskinen. Anslutningen till sängen görs med hjälp av en platt platta. Själva sammanfogningen av delarna utförs på bultar.

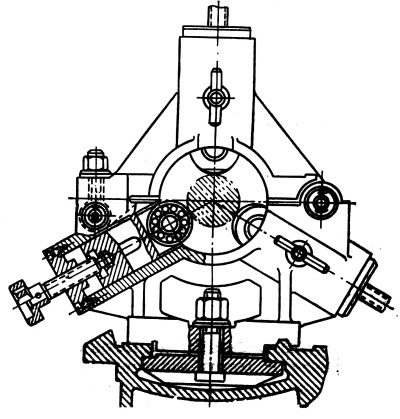
Oftast är den stationära enheten utrustad med 3 rullar (eller 3 kammar). Den ena används som toppstopp. Det återstående paret fungerar som sidofästen. Denna anslutning är mycket kraftfull och pålitlig. Den lossnar inte ens under en imponerande mekanisk belastning.
Kompositionen inkluderar, förutom basen:
-
gångjärnsbult;
-
fästskruv;
-
klämstång;
-
skruvkontrollmekanismer;
-
gångjärn;
-
speciell mutter;
-
gångjärnsförsett lock;
-
speciella huvuden.


Rörlig
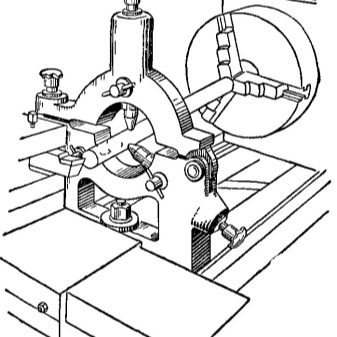
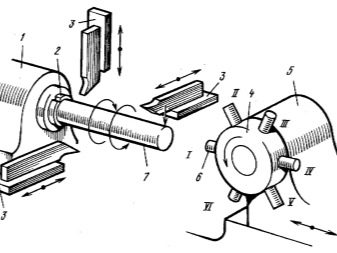
Mobilvilan är också en specifik anledning. Särskilda fästkanaler bildas i den. En sådan enhet är gjord i ett stycke. En ganska fullständig bild av dess form ges genom en jämförelse med ett frågetecken. Det finns vanligtvis två stödkammar i den rörliga versionen - topp- och sidoversioner; istället för det tredje stödet används själva skäraren.
Det är värt att överväga andra kriterier som lunetter kan skilja sig åt. I grund och botten är sådana enheter gjutna av gjutjärn.
Dess användning gör det möjligt att utesluta deformation av ett sprött och mekaniskt instabilt arbetsstycke. En skyddande beläggning appliceras över kammarna, och dess val utförs av tillverkarna individuellt. Kammarna är gjorda av hårdmetall för att undvika för tidigt slitage.


Tillsammans med kammen kan det redan nämnda rulllåssystemet användas. Kammarna möjliggör effektivare kontroll av arbetsstyckets placering i processen. Men rullarna gör det lättare att glida (flytta). Allt beror på köparens prioriteringar. Dessutom måste du vara uppmärksam på:
-
ändamål (svarvning, metallslipning, lagertillverkning);
-
antalet fixeringselement (ibland finns det inte 2 eller 3, utan fler, vilket ökar tillförlitligheten av fästningen, men också komplicerar designen);
-
metod för att justera klämmorna (manuell metod eller en speciell hydraulisk anordning);
-
innerdiameter;
-
arbetsstyckets mått.

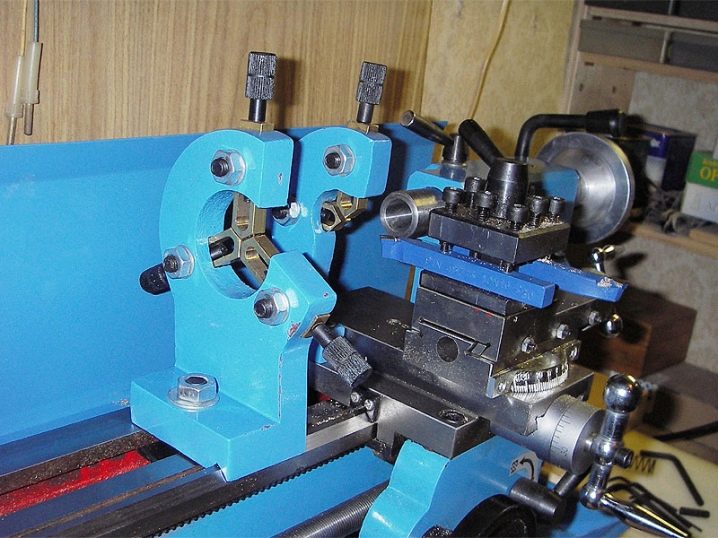
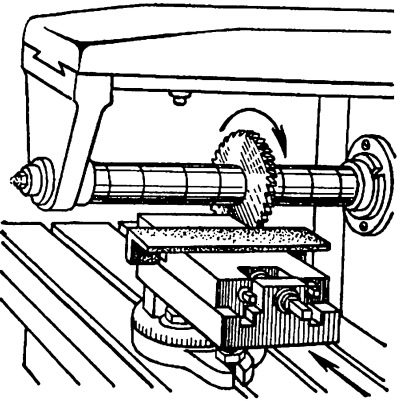
Det mobila stödet är fäst på stödvagnen. Den används om det är nödvändigt att bilda spår på kammarna. Denna maskin är även lämplig för särskilt ren svarvning. Genom att justera kammarna kan man sedan fästa delar av olika dimensioner. Deras begränsande sektion når ibland 25 cm.
Mobila stöd anses lämpliga för särskilt exakt manipulation. Deras fördelar är också:
-
utöka maskinens funktionalitet;
-
minskning av antalet defekta delar;
-
enkel installation och inställning av nödvändiga parametrar;
-
ökade i jämförelse med stationära analoger graden av säkerhet.
Det bör noteras att alla stadiga vilor minskar produktiviteten vid svarvning. Ganska mycket tid kommer att gå till spillo på att fixa, ordna om och justera dem.
Ibland måste man kontrollera fixeringsnoggrannheten många gånger. Det är till och med nödvändigt att förbearbeta arbetsstycket så att det inte orsakar problem vid fixeringspunkten. Kostnaderna för att köpa och använda en stadig vila beror på många omständigheter och kan inte uppskattas utan att ta hänsyn till dem.

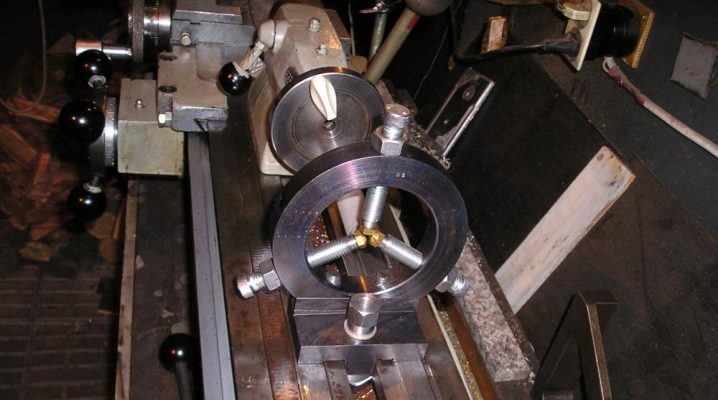
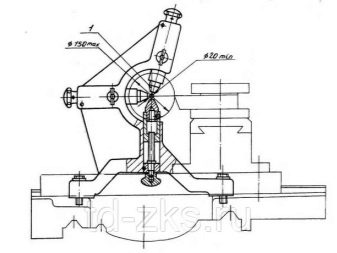
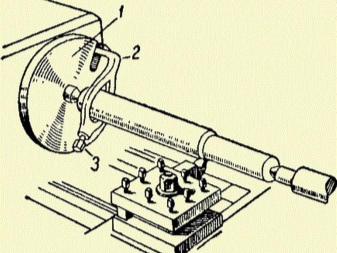
Tillsammans med fabriken kan även egentillverkade lunetter användas. Behovet av detta beror på de höga kostnaderna för märkesmodeller. För varje svarv måste både en fabrik och en hemmagjord stadig vila skapas individuellt. Basen kommer att vara en fläns, som vanligtvis används för att ansluta rör. Kammarna ersätts med dubbar (3 stycken), vars gänga är 14 mm och längden är 150 mm.
Dubbarna placeras så att bokstaven T erhålls. Stoppändan kan göras av en vändare på basis av 3 spetsiga bronsmössor. Den invändiga gängsektionen är i detta fall 14 mm. En speciell mekanism sammansatt av 3 muttrar hjälper till att justera och fixera kammarna. Varje sådan mekanism måste vara separat för varje kam.

Fästdynan på sängen är skapad så att den kan röra sig längs med löparen. Möjligheten att fixa den vid en viss punkt förutses också. Det optimala arbetsstycket för fodret anses vara ett hörn, stålskiktet i vilket är minst 1 cm, och storleken på hyllorna är 10 cm. Längden på hörnblocken väljs lika med ramens bredd löpare, vilket säkerställer styrdelarnas grepp. En mutter skruvas på kamblocken, och dessa hårdvara skruvas av en gravör i andra muttrar, som är svetsade i förväg (de kommer att fungera som klämmor).


Hur installerar och konfigurerar man?
Dessa manipulationer påverkar effektiviteten av efterföljande åtgärder nästan mer än egenskaperna hos själva lunetten. Därför bör sådant arbete bemötas med allt ansvar. Oftast placeras viloapparaten på önskad punkt med hjälp av en bult.Det är viktigt att göra detta innan du placerar arbetsstycket i mitten. Eventuella stopp - både kam- och rulltyper - måste skruvas till gränsen i basen.

Den rörliga delen av stödstödet måste sedan fällas tillbaka. Ett speciellt gångjärn hjälper till med detta. När en sådan manipulation görs fixeras delen på maskinen. Därefter måste du fastställa dess tvärsnitt vid punkten för den kommande kontakten med den stadiga vilan. Sedan stängs locket.
Så att den inte öppnas godtyckligt, pressas den till basen med en speciellt förberedd bult. Nästa steg är kamförlängning eller rulljustering. Det är i detta skede som diametern på gapet och sektionen av arbetsstycket matchas. Normalt exponerade kamstycken vilar mot delen.
Det är absolut nödvändigt att kontrollera om den roterar jämnt när du rullar.
Det är möjligt att exponera resten på en svarv:
-
använda ett justerat arbetsstycke med exakt specificerade parametrar;
-
använda rundvirke av stål;
-
med användning av ställdelen, i vilken mikrometern är monterad.

Det första sättet innebär behovet av noggrann fixering av strukturen i bearbetningscentra. Och också den ökade noggrannheten i cirkeln är viktig, särskilt där det kommer att finnas kontakt med den stadiga vilan. Detta innebär ett behov av ett tidigt uppehåll. Precisionsmätare behövs om inriktning görs till bearbetade ämnen innan sådana delar är tillgängliga för tekniker. Det är inte alltid lämpligt att justera anslagen på detta sätt i den dagliga produktionen. Därför skapades ett alternativt sätt att lösa problemet - att använda rundvirke av stål. I det här fallet kontrollerar de hur bra den roterar. Vridningen ska vara fri. Eventuella onödiga belastningar och vibrationer under drift bör vara helt frånvarande.
Den stadiga vilan kan endast användas om arbetsstycket har idealiska geometriska egenskaper. Bearbetning av ämnen med irreparabelt förvrängda parametrar är inte tillåten. Först och främst förs de nedre kammarna under delen. Mätaren bestämmer avståndet längs hela längden. Avstånden bör hållas så enhetliga som möjligt.
Om det stadiga stödet inte placeras för grovbearbetning, utan för slutbearbetning, går installationen så här:
-
bestämma den nödvändiga punkten på delen;
-
mät önskad sektion;
-
fixera dornen i huvudstocken;
-
exponera enheten exakt längs den;
-
ta bort dornen, sätt den nödvändiga delen istället för den;
-
det stadiga stödet placeras på samma sätt som tidigare, med tanke på dess strikta parallellitet med avseende på platsen där den justerades enligt dornen.













Kommentaren skickades.