Allt om tornsvarvar

För att utföra olika operationer för bearbetning av metallprodukter är det ofta nödvändigt att använda svarvar. I en stor kategori kan vi urskilja enheter av vrid-roterande typ, som är de mest utbredda.


allmän beskrivning
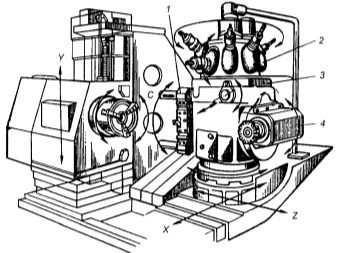
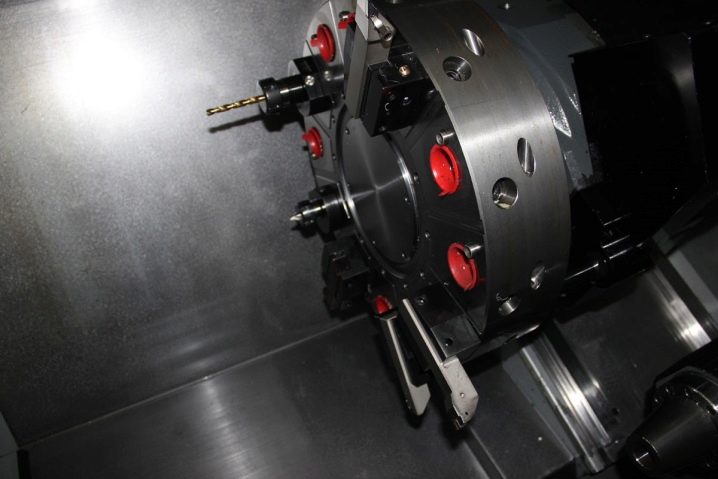
Den grundläggande beteckningen för revolversvarvningsteknik motsvarar typiska svarvinstallationer. Skillnaden ligger i närvaron av ett roterande huvud med flera lägen. Detta strukturella element ökar avsevärt utrustningens effektivitet och minskar också den tid som krävs för att bearbeta varje produkt. Förutom, moderna modifieringar av TRS med en CNC-modul har blivit utbredda. De har ett torn, speciella sittplatser för placering av skärverktyg.
Den erforderliga typen av huvudstruktur beror på den snabba utvecklingen av metallbearbetning. Faktum är att en sådan strukturell detalj i tandem med CNC gör det möjligt att öka bearbetningshastigheten för produkter med 2 gånger eller mer. Dessutom förbättrar det parametrarna för noggrannheten av dimensionerna på de färdiga delarna och graden av grovhet på deras yta.
På tal om tornsvarvinstallationer är det nödvändigt att identifiera följande nyckelfakta.


I de flesta fall detta utrustning köps för industriellt bruk. Den är installerad i verkstäder som sysslar med serieproduktion av produkter; i alla andra fall kommer användningen inte att vara ekonomiskt motiverad.
Grundläggande egenskaper hos revolvervridningsmekanismer tillhandahålla förmågan att utföra bearbetning av element med hög matningshastighet vid ökad hastighet... En speciell kylvätska tillförs skärområdet, vilket förhindrar överhettning av själva verktyget och arbetsstyckena som bearbetas.

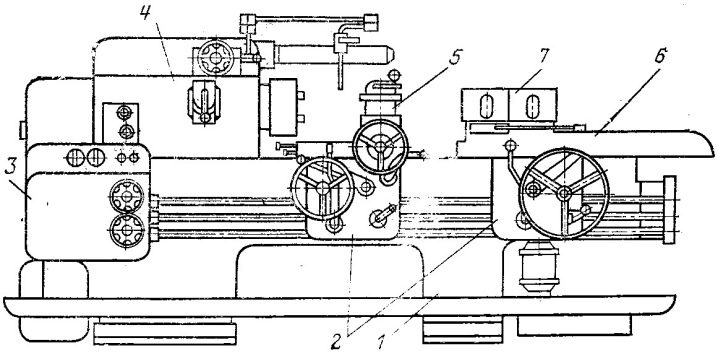
Alla huvudenheter av sådan utrustning är placerade i analogi med andra svarvar - det är det som säkerställer antalet utförda operationer. I allmänhet ger de tekniska parametrarna för sådana enheter möjligheten att snabbt byta ut skärytorna.
Visningar
Moderna tillverkare erbjuder ett brett utbud av revolversvarvar. De skiljer sig åt i arbetsmekanismen, utbudet av utförda operationer, designfunktioner och några andra egenskaper. Låt oss uppehålla oss mer i detalj vid de befintliga skälen för klassificeringen av sådana installationer.
Av typen av arbetsstycke som bearbetas
Beroende på vilken typ av bearbetade produkter är maskiner för patron- eller stångarbete... Axlar med stora diametrar är fixerade i patronlådorna. Barsektionen är mindre, men de har en ganska imponerande längd.

Efter position för arbetsstyckets axel
Genom att placera axeln för arbetsstyckena som ska bearbetas kan du bestämma horisontella och vertikala samt lutande modifieringar... Verktygsmaskiner med vertikalt och horisontellt arrangemang har fått maximal cirkulation, installationer med en lutande axel används mycket mindre ofta.
Dessutom tillåter vissa modeller dig att luta delen för svängning eller andra operationer som utförs i en liten vinkel.


En separat grupp görs vridande och roterande halvautomatiska enheter. De är efterfrågade när man arbetar med stavar med olika diametrar.Bland huvuddragen hos sådan utrustning är följande egenskaper.
Enspindel maskin, som endast har en perforerad spindel för att rymma stången. I detta fall är storleken på hålets tvärsnitt relativt liten.
Ytterligare utrustning har formen av en enhet som ansvarar för att mata och hålla produkten i ett statiskt läge.


I det här fallet tillhandahåller konstruktionen en anordning för indragning av det bearbetade elementet efter slutet av operationen, vilket gör det möjligt att maximera automatiseringen av produktionen.
De bästa tillverkarna och modellerna
De flesta inhemska företag installerar standard TRS - 1P371, 1A365, 1N318, såväl som S193A, 1365 och andra... Men under det senaste decenniet har det funnits en tendens att ersätta dem med avancerade tekniska versioner med CNC. Modifieringar med CNC har många fördelar, på grund av den ökade graden av automatisering och funktionalitet, samt den exceptionella noggrannheten i bearbetningen.

Utrustningen 1V340F30, som erbjuds av Berdichev-fabriken, kännetecknas av dess ökade tekniska och operativa egenskaper. Denna enhet styrs genom ett CNC-komplex, och dess design inkluderar ett huvud med 8 positioner. Stödet är placerat på tvären, vilket möjliggör bearbetning:
-
enstaka produkter med ett tvärsnitt på upp till 20 cm;
-
barprodukter med en diameter på upp till 5 cm.

1P426DF3-enheten, tillverkad vid Alapaevsk-maskinfabriken, är välkänd. Detta är en modern teknik med en programkontrollmodul. Det är efterfrågat för enstaka, små och medelstora produktioner av metallprodukter. Det är inte lämpligt för bearbetning av stora partier.
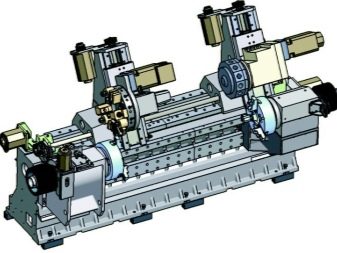
Huvuddraget var placeringen av de två huvudena på korsstödet... En av dem är hexagonal, designad för att arbeta med inre ytor, den andra är rund, 8-positioner - för externa.


Dessutom har mycket importerad utrustning, som är känd för sin prestanda, dykt upp på den ryska marknaden för svarvinstallationer i dessa dagar.
-
ST- och DS-enheter från Haas Automation (USA). Dessa maskiner låter dig bearbeta produkter av legerat stål, såväl som rostfritt stål.
-
GS-200 maskiner från företaget Bra sätt.


Komponenter
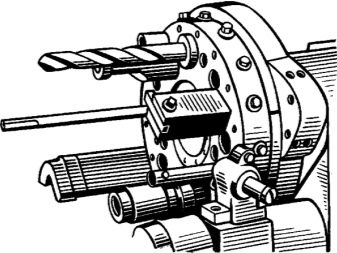
Liksom andra maskiner involverar revolversvarvteknik användningen av komponenter - skydd, styrrör och spindlar... Idag erbjuder tillverkare ett brett utbud av modeller där antalet spindlar kan variera. Samtidigt markeras följande nyckelpunkter.
Vid ett horisontellt läge av arbetshuvudets axel kan stödet rotera runt sin egen axel, såväl som fram- och återgående längs denna axels riktning. I detta fall utförs rotationen samtidigt på flera arbetspositioner, vars totala antal ofta överstiger ett dussin.
Med en lutande såväl som en vertikal axel på huvudet är bromsoket antingen konventionellt eller av den roterande typen.
TPC:er med CNC antar också en modul som ansvarar för högprecisionsbearbetning med möjlighet att ändra parametrarna för huvudets position. Vanligtvis är dess huvudenheter täckta med ett speciellt hölje. Detta ökar förarens säkerhet många gånger om.
Vilken typ av arbete görs?
Som redan nämnts tillåter de tekniska och operativa parametrarna för moderna vrid-roterande enheter att utföra en mängd olika operationer. Varierande produkter som presenteras i form av rotationskroppar kan användas som ämnen. De vanligaste manipulationerna inkluderar:
-
vändning på den yttre ytan, medan passagen kan vara grov eller finish;
-
skära när du installerar skärelementet;
-
gängning - både internt och externt;
-
räfflor olika djup och konfigurationer.

Förutom den cylindriska standardkonfigurationen kan sådana maskiner bearbeta andra typer av arbetsstycken.
-
Med profilformad typ - när en halvautomatisk svarv-fräsmaskin används, utförs svarvningen, som all annan bearbetning, genom en krökt mall eller med hjälp av en kopieringslinjal.
-
Konisk - bearbetning utförs med hjälp av en speciell kopiator. Dessutom kan en konisk yta erhållas genom metoden att utföra en engångs longitudinell-tvärmatning.

Kompakta revolvervridningsmekanismer kan placeras i en separat kategori. Sådana enheter kan till och med installeras i hemverkstäder.
Vad ska man tänka på när man väljer?
När du väljer tornsvarvar måste du fokusera på viktiga kriterier.
Noggrannhetskategori - för att fastställa möjligheten att använda en viss modifiering av utrustning för bearbetning av metallprodukter är det nödvändigt att veta vilken noggrannhet som potentiellt kan uppnås. De allra flesta versioner ger klass H.
De maximala parametrarna för delen - sektion, längd, samt layouten av arbetsenheterna sinsemellan.
Arbetsstyckets material - vanligtvis på sådana maskiner bearbetas gjutjärn, hög-, lågkolhaltigt eller legerat stål, svarvning av andra legeringar är tillåten.
Begränsande antal varv per tidsenhet - ett arbetsstycke med specificerade krav på måttnoggrannhet och grovhet kan erhållas uteslutande genom att vrida delarna till en viss hastighet. I detta fall måste det totala antalet sändningar beaktas.
Tillverkarna måste ange data om den maximala hastigheten med vilken enskilda enheter kan röra sig när de utför höghastighetsmatning.

Motoreffektparametrar och antal motorer - som regel, i små installationer, har motorerna låg effekt, eftersom de bearbetade delarna är kompakta och lite metall avlägsnas för varje körning. I serietillverkning måste motorer klara kontinuerliga belastningar.
Mått och vikt på utrustning – det är mycket lättare att installera minimaskiner. Dessutom behöver stora storlekar noggrann förberedelse av arbetsbasen.
Och det är också nödvändigt att ta hänsyn till det det kinematiska diagrammet för mekanismerna kan variera... Till exempel skapades gamla modeller på ett sådant sätt att ersättningshjul av vissa konfigurationer installerades för att bilda vissa typer av gängor.
Skydd - modifieringar med CNC förutsätter installation av ett skyddskåpa. Detta minimerar risken för skador under driften av utrustningen.

I moderna svarvanordningar utförs installationen av nödvändig utrustning, såväl som skärytor, med maximal noggrannhet. I sådana enheter finns det inget behov av manuellt byte av skärverktyget - detta minskar avsevärt bearbetningshastigheten för varje del. Som ett resultat ökar produktiviteten, vilket medför en minskning av kostnaden för bearbetning av arbetsstycken. Samtidigt orsakar reparationen av sådana maskiner många svårigheter. Därför, under deras drift, ägnas särskild uppmärksamhet åt förebyggande underhåll, snabb identifiering och eliminering av problem.
Installationsfunktioner
Innan du börjar använda tornetsvarvutrustningen är det mycket viktigt att ställa in den. Den innehåller flera huvudstadier.
-
Installation av utrustning för fixering av arbetsstycket, installation av skärande och hjälpverktyg.
-
Ställa in hållplatser, nödvändig för att styra stängerna och begränsa bromsokens rörelse.
-
Installation av styrenhet för kammar, pluggar, brytare, handtag och andra anordningar för att erhålla en given rörelsefrekvens för spindeln och den erforderliga hastigheten för skärverktyget.
-
Testbearbetning ett par provelement som kontrollerar deras lämplighet för efterföljande drift.
-
Försoning och, om nödvändigt, omjustering av placeringen av stopp på maskinen enligt ett givet projekt.













Kommentaren skickades.