Svarv ändstocksanordning och justering

Kvaliteten på de bearbetade arbetsstyckena beror på omtänksamheten hos varje mekanism i bearbetningsmaskinen, på justeringen och stabiliteten i driften av varje enhet. Idag kommer vi att överväga en av de viktigaste enheterna i en svarvenhet - tailstocken.
Denna enhet kan köpas färdig från fabriken, eller så kan du göra det själv. I artikeln kommer vi att prata om hur du gör det själv hemma, vilken uppsättning verktyg du behöver och hur du justerar den.
Enhet
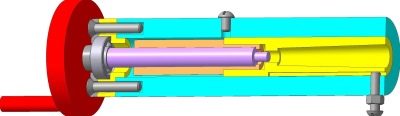
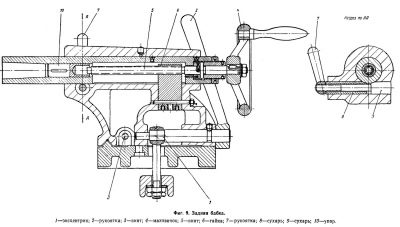
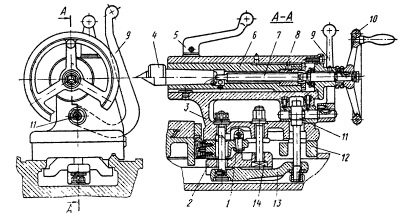
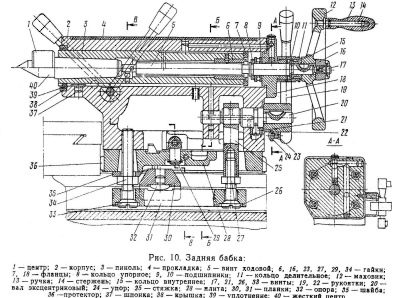
Ändstocken på en metallsvarv skiljer sig från sin motsvarighet i en träsvarv, men ändå är den allmänna utformningen av denna rörliga del densamma. Så här ser beskrivningen av enheten för denna nod ut:
-
ram;
-
ledningselement;
-
spindel (pensel);
-
svänghjul, som tjänar till att flytta fjäderpennan längs mittlinjen;
-
matarchuck (skruv som justerar arbetsstyckets rörelseriktning).
Kroppen är en ram helt i metall där alla element är säkert fästa. Den rörliga mekanismen för svängenhetens ändstock måste säkerställa tillförlitlig fixering av arbetsstycket under hela bearbetningen.
I storlek har detta element samma diameter som arbetsstycket som ska bearbetas.


Stjärtkäglan fungerar som en låsmekanism på en träbearbetningsmaskin. Dess centrum är orienterat mot mitten av objektet som ska bearbetas.
När maskinen är igång måste centrum- och symmetriaxeln vara exakt likadana. Kanske underskattar någon rollen för en sådan mekanism som en tailstock, men det är just dess enhet som till stor del bestämmer enhetens tekniska egenskaper och kapacitet för bearbetning av metall eller trä.
Syftet med noden
Stjärtstocken fixerar träarbetsstycket strikt i önskat läge. Detta är en viktig punkt för det arbete som utförs, eftersom den fortsatta förloppet och kvaliteten på hela processen beror på tillförlitligheten av sådan fixering.
Bakdosan är rörlig och fungerar som ett andra extra stöd.
Följande krav ställs på den som ett rörligt element:
-
upprätthålla en hög grad av stabilitet;
-
säkerställ tillförlitlig fixering av det fasta arbetsstycket och bibehåll centrumets strikta position;
-
huvudstockens fästsystem måste alltid felsökas för att snabbt kunna utföra tillförlitlig fästning när som helst;
-
spindelns rörelser måste vara extremt exakta.

Slutstocken på en träbearbetningsmaskin skiljer sig från samma element i en svarvenhet för bearbetning av metallämnen... Enheten är tätt fäst vid sängen och är samtidigt ett stöd för den och en fixtur för arbetsstycket.
Inte bara långa arbetsstycken kan fästas på ändstocken, utan också vilket verktyg som helst för att skära metallprodukter och själva metallen. Faktum är att alla skärverktyg i metall (oavsett syfte) kan klämmas fast i det avsmalnande hålet på denna multifunktionella enhet.

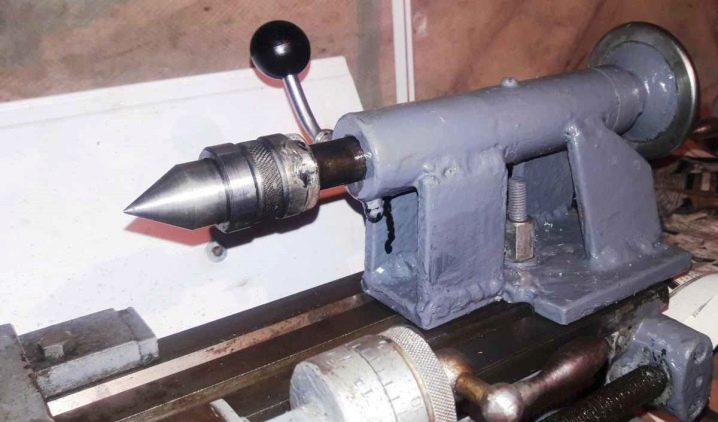
Hur gör man själv?
En hemmagjord montering blir inte sämre än en fabriksmontering om du bekantar dig med en ritning av en produktionsmodell, har nödvändiga verktyg och utrustning i din hemverkstad samt tillverkningsteknik. Låt oss överväga allt i detalj.
Verktyg och material
Först och främst behöver du en svarv, men eftersom du åtar dig att göra en hemmagjord stjärtstock betyder det att en sådan enhet redan finns tillgänglig i din hemverkstad. Vad mer behövs:
-
svetsmaskin;
-
lager ingår (vanligtvis behövs 2 stycken);
-
en uppsättning bultar och muttrar för anslutning (minst 3 bultar och muttrar);
-
stålrör (1,5 mm väggtjocklek) - 2 stycken;
-
stålplåt (4-6 mm tjock).




Som du kan se minskar materialen till hands och tillgängliga verktyg kostnaden för mekanismen.
Dessutom är fördelen med en hemmagjord tailstock för en svarvenhet att den är gjord uteslutande för huvudändamålet, exklusive andra funktioner och ytterligare funktioner, som ofta helt enkelt är onödiga, men under produktionsförhållanden ökar de kostnaden för strukturen och komplicerar det är jobb.
Så, förbered nödvändiga verktyg, uppsättningar av lager, bultar och muttrar, de nödvändiga materialen (vad som saknas i ditt garage eller verkstad, du kan köpa det i vilken hushållsbutik eller byggbutik som helst) och börja tillverka.

Teknologi
Utveckla och rita först ett diagram över mekanismen, rita en teknisk karta och agera enligt detta schema.
-
Det kommer ta tom för lager. För att göra detta, ta ett rör och bearbeta det från insidan och utsidan. Var särskilt uppmärksam på den inre ytan - det är inuti som lagren är installerade.
-
Om det behövs, då i ärmen skärning görs inte mer än 3 mm breda.
-
Svetsmaskin anslut bultar (2 st.), And en stav av önskad längd erhålls.
-
Till höger svetsmutter med bricka, och till vänster - ta bort muttern.
-
Bultbas (huvud) hugga ner.
-
Sågsnittet måste bearbetas, använd för detta ett slipverktyg.
-
Nu måste vi göra slända... För att göra detta, ta en bit rör (¾ tum i diameter) och gör den önskade delen 7 mm lång.
-
Kon gjord av en bult, slipa den därefter.



När alla delar av tailstocken är gjorda måste du montera den och köra den i körläge.
Kvaliteten på en hemgjord del beror på tillverkarens yrkeskunskaper och noggrannheten i användningen av de nödvändiga materialen, såväl som tillgången på verktyg.

Därför, innan du börjar produktionen, studera ritningen, förbered allt du behöver, och först efter att ha sett till att du kan göra den önskade noden, gå till affärer. Om du inte är exakt i åtgärderna och inte följer tillverkningstekniken kan följande problem uppstå:
-
dålig inriktning;
-
maskinen kommer att vibrera över den inställda nivån;
-
en hemgjord del kommer att ha mycket lägre prestanda än en industriell design;
-
installerade lager kommer att misslyckas snabbare (nötningshastigheten kan vara mycket högre med felaktigheter i tillverkningen).

För att undvika sådana konsekvenser, utför en inkörning på tomgång.
Kontrollera förhållandet mellan huvud och fram och bak, hur lagren är smorda, hur säkra fästelementen är.
Om alla delar är gjorda med hög kvalitet och korrekt montering är gjord, kommer den hemmagjorda tailstocken att uppfylla de nödvändiga kraven, och i drift kommer den inte att uppträda värre än fabriken.

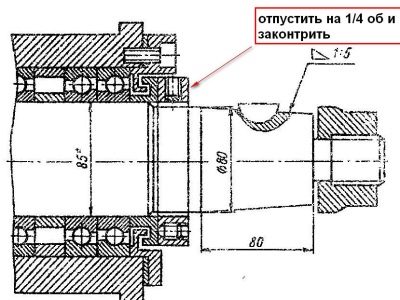
Justering
För att hålla ändstocken på en svarv i korrekt skick måste den justeras regelbundet, och i händelse av funktionsfel måste den repareras i tid.
Först måste du ställa in delen som den ska, justera och centrera den och sedan justera alla parametrar för denna enhet. Regelbunden justering behövs av följande skäl:
-
luckor kan uppstå mellan lagren och spindelhuset (om vi talar om en vridenhet där fjäderpennan roterar);
-
centrum av noden kan förskjutas i förhållande till fjäderpennan, då kommer justering att behövas;
-
det kan finnas ett bakslag i fästet av huvudstocken till sängen och andra orsaker.
Första gången ändstocken justeras är när maskinen tas i drift.
Fortsätt sedan enligt instruktionerna, men erfarna hantverkare kontrollerar svarven och alla dess inställningar var sjätte månad, och oftare vid behov.

Bakdosan repareras när den går sönder, när dess funktionsfel är tydligt synliga. Typiska tecken på att en del måste skickas för reparation kan vara följande:
-
bearbetningsläget för arbetsstycken har ändrats;
-
slag uppträdde under rotationen av arbetsstyckena.
Spindelreparationsprocessen anses vara den mest tidskrävande och kostsamma. Det är omöjligt att klara sig här utan svarvkunskaper, och själva maskinen måste vara tillgänglig. Svårigheten ligger i att återställa hålets noggrannhet (tråkigt med efterföljande efterbehandling), där fjäderpennan är fixerad.

För att reparera de avsmalnande hålen behöver du en speciell bussning och svarvning.
Processen kompliceras av det faktum att den yttre ytan är cylindrisk till formen, och den inre har en konisk form. Dessutom är själva fjäderpennan i ett mycket slitstarkt material - det är "härdat" legerat stål.
Efter reparationen, kontrollera mekanismen för närvaron av radiell runout: med en högkvalitativ felsökning bör den vara noll, ändstocken kommer inte att "knacka" och kommer att återställa alla sina ursprungliga egenskaper.














Kommentaren skickades.