Allt om skruvsvarvar

Att veta allt om skruvsvarvar är ganska användbart för att organisera en hemverkstad eller ett litet företag. Det är nödvändigt att förstå enhetens funktioner, med huvudenheterna och syftet med maskiner med och utan CNC. Förutom vad det är i allmänhet måste du studera universella skrivbordsmodeller och andra alternativ, särdragen med att arbeta med dem.
Vad det är?
Varje skruvsvarv är designad för bearbetning av stål, gjutjärn och andra arbetsstycken. Denna procedur kallas skärning av specialister. Sådana enheter låter dig slipa och slipa delar. De formar framgångsrikt spåren och jobbar ut ändarna. Syftet med skruvskärsvarven inkluderar också:
- borrning;
- försänkning;
- utplacering av öppningar och gångvägar;
- utföra ett antal andra manipulationer.
Den allmänna principen för enheten är extremt enkel. Arbetsstycket som ska bearbetas spänns fast horisontellt. Den börjar snurra vid ett givet ögonblick. Med denna rörelse tar skäraren bort onödigt material. Men den uppenbara enkelheten i beskrivningen tillåter inte att ignorera den ganska stora komplexiteten i utförandet.


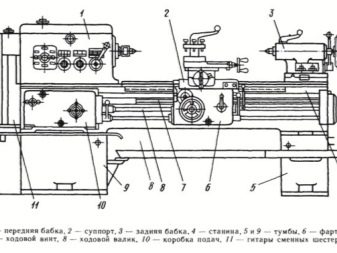
En skruvsvarv kan fungera med förtroende endast om den är sammansatt mycket noggrant av väl sammanfogade element. Huvudnoderna i schemat för en sådan apparat är:
- Stöd;
- envis mormor;
- säng;
- spindelhuvud;
- elektrisk del;
- löpande axel;
- redskapsgitarrer;
- boxen som ansvarar för arkiveringen;
- blyskruv.
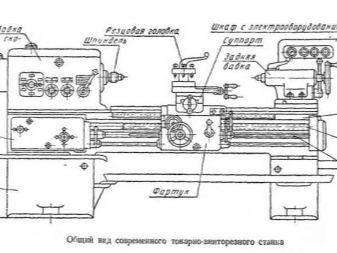
Trots den ganska kalibrerade strukturen baserad på typiska delar kan specifika maskiner variera mycket. Mycket beror på noggrannheten under drift. Spindeln (alias frontal) huvudstocken förhindrar rörelsen av arbetsstycket som bearbetas. Den överför också en rotationsimpuls från den elektriska drivenheten. Det är i den inre delen som spindelenheten är gömd - varför den faktiskt heter så.
En ihållande, det är också en rygg, headstock gör att du kan fixa arbetsstycket. Slidens roll är att flytta verktygshållaren (tillsammans med själva arbetsverktyget) i längd- och tvärplanen relativt maskinaxeln. Kaliperblocket är alltid större än resten av delarna. Skärhållaren väljs enligt enhetens kategori.
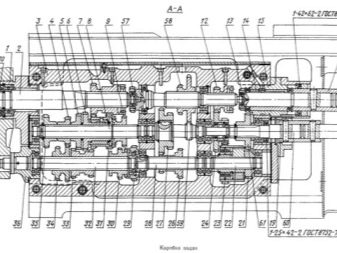
Växellådan påverkar överföringen av impulser till alla delar, och därför systemets funktion i allmänhet.


Sådana lådor kan vara inbyggda i huvudkropparna eller placeras i separata delar av kroppen. Tempot justeras i steg eller i ett kontinuerligt läge, vilket är förutbestämt av designens nyanser. Den huvudsakliga verkande länken i lådan är kugghjulen. Den innehåller också en kilremstransmission och en elmotor med back. Dessutom är det värt att nämna kopplingen och handtaget för att ändra hastigheten.
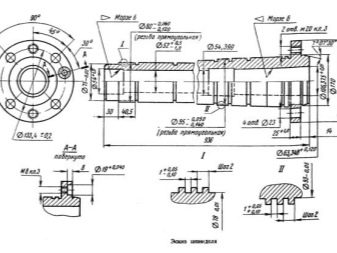
Spindeln kan betraktas som ett extremt viktigt element. Det är en del med en teknisk axelkonfiguration och har en avsmalnande kanal för att hålla delarna. Den är verkligen stark och hållbar, eftersom den är gjord av en utvald variant av stållegering. Det traditionalistiska tillvägagångssättet innebär användning av mycket noggranna rullager i designen av spindelelementet. En konisk hålighet i änden behövs för att placera en stång, vilket ibland ger en knockout av den centrala delen.
Bädden av en skruvsvarv erhålls genom gjutning av gjutjärn. För att arbeta ut spåren, efter behov, använd ett märkningsverktyg, stansar, skär och andra anordningar. Kontrollenheterna innehåller en mängd olika nycklar och handtag, inklusive de som låter dig justera bromsoket. Modeller med CNC är mer komplicerade än klassiska, men de kan utföra manipulationer som är ouppnåeliga för dem och agera i vissa fall utan hjälp av en operatör. Det är värt att betona förklädets roll - inuti det finns mekanismer som omvandlar rotationen av skruvenheten och den tekniska axeln till stödapparatens framåtrörelse.

Artöversikt
Med massa
Skruvsvarven kan användas i lokala privata företag, för hushållsbehov. Sådana modeller är vanligtvis relativt lätta. Stora och tunga fordon är främst konstruerade för industriell produktion. Enheter som inte är tyngre än 500 kg anses vara lätta.
Medelstor utrustning spelar en viktig roll i branschen. Den väger upp till 15 000 kg. De största industridesignerna väger mellan 15 och 400 ton. I det här fallet uppstår vanligtvis ingen hög noggrannhet eftersom toleranserna inte längre är så betydande.
Mycket kraftfull utrustning är installerad i stora fabriker och fabriker, men den används inte i hushållssegmentet.


Av delens maximala längd
I grund och botten interagerar lättviktsmaskiner med delar som inte är mer än 50 cm i diameter. Utrustning på medelnivå kan hantera arbetsstycken upp till 125 cm långa. Den längsta dellängden bestäms av avståndet mellan maskinens mittpunkter. Med samma tvärsnitt klarar maskinerna att arbeta med både långa och relativt korta strukturer. Spridningen över delarnas största diameter är särskilt stor - från 10 till 400 cm, därför finns det inga universella maskiner som arbetar med arbetsstycken av någon sektion.


Genom prestanda
En viktig punkt i klassificeringen av skruvskärningsutrustning är dess tekniska produktivitet. Det är vanligt att tilldela enheter för:
-
småskalig produktion;
-
medelstora serier;
-
storskalig tillverkning av transportband.
Märkena för skruvskärsvarvar är ganska olika. De tillverkas i många länder. Dessutom har en del av utrustningen använts aktivt sedan Sovjetunionen och har ännu inte förlorat sin relevans. När du bekantar dig med beskrivningen av tekniken är det viktigt att ta reda på om den är designad för skrivbords- eller golvmontering, vad är funktionerna för installationen i allmänhet. När det gäller CNC-maskiner är detta praktiskt taget ingen alternativ lösning - även för hemmabruk används "rent manuell" utrustning extremt sällan.


Toppmodeller
Det är lämpligt att börja granskningen med "Caliber STMN-550/350"... Även om en sådan enhet är lätt, finns det ganska allvarliga möjligheter i dess kompakta kropp. Genom att samla in och konfigurera den i enlighet med instruktionerna kan du garantera arbetets noggrannhet. Teknisk service krävs efter var 50:e drifttimme. Nyckelfunktioner:
- avstånd mellan centrum 35 cm;
- sektion av arbetsstycket över sängen upp till 18 cm;
- totalvikt 40 kg;
- antalet varv - 2500 per minut;
- gummifötter i grundsatsen;
- plasthandtag;
- Morse taper nr 2.



För enkelt metallarbete kan du även använda Kraton MML 01-maskinen. Denna enhet är mycket underhållsbar. Problemet är användningen av plastkugghjul. Genom att ersätta dem med gjutjärn kan du inte vara rädd för konsekvenserna av slarvig användning. Det kommer att finnas ett avstånd på 30 cm mellan mitten, och enhetens massa är 38 kg; den utvecklas från 50 till 2500 rpm på 60 sekunder.
Förutom metall är Kraton-produkten lämplig för plast och trä. Designerna har tillhandahållit bakgrundsbelysning. En uppsättning utbytbara kugghjul låter dig skära metriska gängor. Tack vare den vridbara sliden är konisk skärpning av delar tillgänglig.
Tvärrutschbanan är 6,5 cm.


Ett alternativ kan betraktas som "Corvette 402". Detta är en anständig lättviktssvarv med komponenter av särskilt hög kvalitet. Enfasmotorn har en effekt på 750 W. Avståndet mellan mitten är 50 cm. Sektionen av arbetsstycket ovanför sängen är 22 cm, och enhetens massa är 105 kg; den kan utvecklas från 100 till 1800 varv per minut i 6 olika hastighetslägen.
Egenheter:
- elmotorn är gjord enligt ett asynkront schema;
- baksidan av spindeltorsionen är anordnad;
- tack vare den magnetiska startmotorn utesluts spontan påslagning efter ett strömavbrott;
- enheten är utrustad med en pall;
- spindelkonan är gjord enligt Morse-3-schemat;
- i 1 pass kan du slipa upp till 0,03 cm;
- kors och vridbart bromsok rör sig - 11 respektive 5,5 cm;
- spindel radiell utlopp 0,001 cm.



Proma SKF-800 kan också betraktas som en anständig lösning för att organisera en workshop hemma. Modellen är designad för att fungera med mycket stora delar. Ett par trefasmotorer ger ett kraftfullt vridmoment. Huvudparametrar:
- svänglängd 75 cm;
- arbetsstyckets diameter ovanför sängen - 42 cm;
- totalvikt 230 kg;
- spindel med ett 2,8 cm genomgående hål;
- tum tråd från 4 till 120 trådar;
- erhållande av en metrisk tråd från 0,02 till 0,6 cm;
- fjäderslag - 7 cm;
- strömförbrukning - 0,55 kW;
- driftspänning - 400 V.



MetalMaster X32100 är också värd att ta en närmare titt på. Detta är en universell skruvsvarv med digital display. En trådindikator finns också. Enheten fungerar bra med järn- och icke-järnlegeringar. Fjäderns räckvidd - 10 cm, 18 arbetshastigheter tillhandahålls.
Andra parametrar:
- tvärrutschbanan löper 13 cm;
- kylvätskepumpen förbrukar 0,04 kW och arbetar från ett hushållsnätverk;
- själva maskinen arbetar med en spänning på 380 V och förbrukar 1,5 kW ström;
- nettovikt är 620 kg;
- automatisk matning i longitudinella och tvärgående plan tillhandahålls.



Inom industriell produktion förtjänar uppmärksamhet Stalex GH-1430B... Denna maskin har ett centrum-till-centrum-avstånd på 75 cm. Den väger 510 kg och klarar hastigheter från 70 till 2000 varv. Grundleveransen inkluderar ett par stadiga vilor och ett par icke-roterande centra.
Kugghjulen är gjorda av överlägset härdat stål.


Att slutföra recensionen är lämpligt på Jet GH-2040 ZH DRO RFS-modellen. Denna enhet är utrustad med en 12 kW motor. Det genomgående hålet i spindeln är 8 cm.Vridningen bibehålls vid mycket olika hastigheter (24 lägen från 9 till 1600 rpm). Tillverkaren själv betonar efterlevnaden av de speciella kraven för noggrannhet och hastighet av materialbearbetning.


Vad ska man tänka på när man väljer?
I de allra flesta fall görs valet för en hemverkstad till förmån för universella modeller. De skiljer sig inte i höga tekniska egenskaper, men de är enkla i design och kan bearbeta 1 - 2 delar på en icke-seriell basis. Eventuella manipulationer görs manuellt. Kvaliteten på bearbetningen och dess noggrannhet kommer inte att vara särskilt hög.
Det bör man ha i åtanke allt oftare, under namnet "universell maskin", säljer de enkel CNC-teknik och en direkt utförande av sängen. De låter dig tillämpa kontrollprogram. CNC-system ersätter aktivt de gamla universella modellerna. Men även bland de föråldrade proverna finns en uppdelning. Således kan kopieringsmaskiner och halvautomatiska maskiner klara av komplexa delar; moderna exempel av detta slag har ett kontrollsystem.


Ju fler framtänder, desto mer produktiv är apparaten. CNC multi-cutter svarvteknik är lämplig för specifika operationer. Den används främst för produktionslinjer av olika storlekar. I alla fall bör du vara uppmärksam på:
- dimensioner av de bearbetade delarna;
- nivå av noggrannhet;
- bearbetningstoleranser;
- typer av bearbetade metaller;
- höjd på arbetscentra
- chuck diameter;
- typ av säng (rak eller lutande);
- typ av patron;
- helt set;
- recensioner om modellen.


När du använder ett antal moderna smörj- och kylvätskor är skydd mot dem absolut nödvändigt. Varje ansvarig tillverkare tillhandahåller det. Skruvskärmaskiner väljs med hänsyn till antalet arbetsmanipulationer och deras typ. Vi får inte glömma längden och diametern på arbetsstyckena. Ju starkare maskinbädd, desto mer pålitlig är den; men en enhet som är för tung för att använda hemma är inte värt det. Svetskoppling föredras framför bultning.
Dessutom uppmärksammar de:
- anslutningsmetoder;
- strömförsörjningsparametrar;
- nivån av motreaktion (eller brist på sådan);
recensioner av specialister.


Hur man arbetar
Ofta används en skruvsvarv för att bearbeta de yttre cylindriska ytorna. Liknande arbete utförs med passerande fräsar. Arbetsstycket fixeras med förväntan på ett tillräckligt stort överhäng. Man tror att överhänget på 7 - 12 mm över delens längd är tillräckligt för att bearbeta ändarna och skära av delen. Hur snabbt spindeln ska rotera, hur djupt arbetsstycket måste skäras, föreskrivs i flödesschemat.
Skärdjupet justeras med hjälp av korsmatningsratten. Efter svarvning, i många fall, trimmas änden av arbetsstycket med olika fräsar. Det är nödvändigt att leda passnings- eller poängskäraren tills den nuddar änden. Sedan tas den bort och vagnen flyttas några millimeter åt vänster. Flytta verktyget i tvärriktningen, ett lager av metall tas bort från änden.

På små avsatser kan du slipa och skära metall med en ihållande fräs. De yttre spåren är gjorda med slitsar. Arbetet i detta ögonblick bör vara 4 - 5 gånger långsammare än när du klipper ändarna. Framtanden styrs snyggt, utan större ansträngning, alltid i tvärplanet. Den laterala ratten hjälper till att ställa in spårets djup.
Arbetsstycken skärs med samma metod som vid spårning. Arbetet avslutas så snart överliggarens tjocklek minskat till 2 - 3 mm. Stäng av maskinen och bryt av den del som frigjorts från skäraren.


Installationsfunktioner
Korrekt idrifttagning och justering utförs med hänsyn till nyanserna i den tekniska processen. När maskinen är inställd bearbetas 2 eller 3 delar. Enligt dem kontrollerar de hur parametrarna som anges i ritningen observeras. Om det finns en missmatchning görs omjustering. En viktig del av installationsprocessen är att bestämma funktionerna för installation och fastsättning av arbetsstycken i verktygsmaskiner.
Om mittpunkternas hörn inte är inriktade, säkerställs inriktningen genom att skifta bakstycket. Därefter placeras en förarkassett. Sedan väljs fräsen och ställs in exakt längs axelhöjden. Kuddarna ska ha parallella ytor med anständigt utförande.
Du kan inte använda mer än två kuddar.


Skärspetsens placering längs mitthöjden kontrolleras speciellt. För kontroll förs kniven till mitten som tidigare kontrollerats för höjd. Själva mitten ska installeras i ändstockspennan. Den utskjutande delen bör vara kortare - max 1,5 gånger höjden på stången. För betydande överhäng av fräsen framkallar vibrationer och tillåter inte arbete effektivt; verktyget måste fästas ordentligt i verktygshållaren med minst ett par väl åtdragna bultar.
Runda arbetsstycken måste klämmas fast i en självcentrerande trekäftschuck. Men om delens längd är mer än 4 gånger diametern, måste du ta en chuck med ett klämcentrum eller använda bearbetningsmaskiner med en drivchuck. Korta icke-cirkulära arbetsstycken monteras med hjälp av en frontplatta eller en chuck med fyra käftar. Stavar och andra långa delar med liten diameter passerar genom passager i spindeln. Vid justering av skärläget ägnas huvuduppmärksamheten till hastigheten på huvudrörelsen och skärningsdjupet; du måste också justera matningen.


Säkerhet på jobbet
När du ansluter även den enklaste maskinen måste du använda enheter för att skydda elektrisk utrustning. Schemat väljs med hänsyn till de grundläggande tekniska punkterna. Oberoende drift av skruvsvarven är endast tillåten vid 17 års ålder. Före antagning behöver du instrueras om arbetarskydd. Dessutom bör du testas för kontraindikationer; under själva arbetet, arbetssättet och vilan, måste schemat för raster följas strikt.
Du måste arbeta på en skruvsvarv i en bomullskostym eller semi-overall. Dessutom behöver du läderstövlar och specialglasögon. Även de mest försiktiga och ordningsamma arbetarna bör ha en första hjälpen-låda redo för att hantera konsekvenserna av skada. Primära släckmedel bör förvaras i verkstäder.
Om någon olycka inträffar underrättas ledning och räddningstjänst omedelbart om detta.


Arbetsplatsen ska hållas ren. Strängt förbjudet:
- slå på maskinen i händelse av markbrott, vid fel på barriärer och förreglingar;
- ange gränserna som anges av staketet;
- ta bort detta staket (förutom för reparation av behöriga tjänster);
- börja arbeta utan att kontrollera maskinens hälsa;
- använd oreglerad belysning av arbetsområdet;
- kör maskinen utan smörjning;
- arbeta utan huvudbonad;
- vidrör rörliga delar under arbete;
- lita på maskinen (detta gäller inte bara för arbetare);
- fortsätta att arbeta om vibrationer uppstår;
- tillåta lindning av spån på arbetsstycken eller fräsar.
Alla resulterande spån måste riktas strikt bort från dig själv. Även under det kortaste avbrottet i arbetet måste maskinen stoppas och göras strömlös. Frånkoppling från elnätet kommer också att krävas vid strömavbrott. I strömlöst tillstånd tas maskinen bort, rengörs och smörjs. På samma sätt görs frånkoppling innan eventuella fästelement dras åt.

Det är inte tillåtet att arbeta på skruvutrustning i handskar eller vantar. Om dina fingrar är förbandade måste du använda gummifingertoppar. Arbetsstyckena som ska bearbetas får inte blåsas med tryckluft. Handbromsning av delar av utrustningen är inte tillåten. Du kan inte heller mäta någonting längs maskinens väg, kontrollera renhet, slipa delar.
När arbetet är klart stängs maskinerna och elmotorerna av, arbetsplatserna ställs i ordning. Alla arbetsstycken och verktyg som används placeras på vissa ställen. Gniddelarna smörjs med den frekvens som föreskrivs i instruktionerna. Alla problem rapporteras till ledningen omedelbart, i extrema fall – efter skiftets slut. Annars räcker det med att följa instruktionerna i det tekniska databladet och tillverkarens rekommendationer.














Kommentaren skickades.