Hur väljer man en borrkran?

Modern utveckling presenterar på marknaden fler och fler nya verktyg som ökar produktiviteten och accelererar produktionstakten. Kombinationsenheter kombinerar två eller flera operationer till en. Bland dessa innovationer finns det många skärverktyg. Förutom borrkranar finns det många andra kombinationer:
- försänkningskran;
- tapp tapp;
- brotsch-kran;
- försänkning-brottskran.
Dessa typer av verktyg används i stor utsträckning inom maskinteknik och andra industrier där komplexa former och gängade hål krävs.

Vad det är?
Borrtappen avser skärverktyg av den kombinerade typen. Detta verktyg kombinerar 2 typer av tekniska operationer till en. Hålborrning och gängning med gängborr sker samtidigt.
Den används när det inte finns färdiga hål för gängning i gjutna delar, smide, stämpling.
Borrkranar i detta fall sparar tid som kommer att behövas för varje operation separat. I massproduktion, med hjälp av kombinerade verktyg, moderniserar de operativa processer, ökar produktiviteten och minskar tiden för att uppnå resultat. Antalet specialenheter minskar, därför minskar kostnaden för produkten.


Visningar
Avancerade skärverktyg har många kombinationer och antalet fortsätter att växa. Eftersom en sådan borr används samtidigt för borrning och gängning, då består fixturen av 2 delar. Den första är borren, den andra är kranen. Det finns 2 typer av dessa kombinerade instrument.
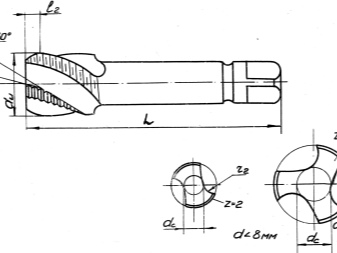
Den ovan beskrivna typen används för att borra hål och erhålla gängor med en bred stigning. Sådana operationer utförs på tunn metall. I det här fallet ställs låga krav på gängans noggrannhet, hålen görs igenom. I det här fallet har borren en längd på 2-2,5 diametrar av det andra steget - kranen.

En annan typ av kombinerad borrtapp utvecklades av Riga designers. Denna typ är mycket starkare än den första typen, med mer exakta indikatorer. Den skär gängor med mindre varvstigning, vilket ger ett högkvalitativt arbete. Borrens steg är en och en halv gånger längre än längden på borrsektionen, gängan kan göras i stora och små varv.
Det andra steget efter borren görs i form av samma spiral och kompletteras med tänder som skär metallen och fungerar som en kran. Arrangemanget av verktygsremsorna i vinkel ökar dess motstånd mot överbelastning under drift. I det här fallet sker borttagningen av marker mer fritt.

Verktyget kräver överensstämmelse med matningsförhållanden med hög hastighet, vilket innebär en snabb minskning av varvtal som krävs för gängning.
Betydande skillnader mellan olika typer av kombinationsborrar ligger i borrdelens struktur... Denna del utförs i klassisk form - en borr med spiraler. När baksidan av hjälpytan är cylindrisk expanderar det färdiga hålet. Verktyget kan vara med eller utan bygel.
Denna form minskar axiella belastningar och ökar därmed verktygets livslängd. Nackdelen är svårigheten att tillverka och skärpa.

En annan typ av borr är den omvänd riktade inre konan. Detta tillvägagångssätt hjälper till att centrera borren under arbetsflödet. Efter arbetet lämnar borren ett avsmalnande märke som sedan skärs av vid gängning.Med formad borrning borras ändfasningar i olika höjder och vinklar. En klar fördel - du behöver inte använda ett extra verktyg, slösa tid på två operationer.
Nackdelarna är utan tvekan den stora belastningen på borrbanden och den långa drifttiden.


En sådan modell kännetecknas också av svårigheten att tillverka på grund av komplexiteten i valet av geometri. Dess uppgift är att skärpa avfasningar och borra hål.
Tillverkare tillverkar kombinerade borrar i delade och endelade versioner. Ett sådant verktyg skär höger- och vänstergängor, det är tillverkat av olika typer av metaller.
Trots de uppenbara fördelarna har verktyget ganska betydande nackdelar. Detta är en låg kvalitet på gängan med en styv fixering i maskinens chuck. Svårighetsinställning vid interaktion med metall som är svår att bearbeta - den axiella matningen måste exakt motsvara stigningen på den specificerade gängan.

Valmöjligheter
De nominella beteckningarna och avstånden mellan de passande spåren hjälper till att göra det rätta valet av diametern på borrkranen. För att bestämma storleken på hålet för tråden finns det speciella tabeller med vilka det är ganska lätt att välja ett verktyg. De parametrar med vilka dimensionerna bestäms är svängarnas riktning, typ, steg och form.
Alla parametrar för dimensioner och metriska värden regleras av GOST 19257-73. För dessa beräkningar använder experter en bromsok. Förutom ett stycke finns det uppsättningar av borrkranar till försäljning, vilket är mycket bekvämt.


En översikt över gängborren från Aliexpress-webbplatsen i videon nedan.













Kommentaren skickades.