Allt du behöver veta om träborrmaskiner

Pennborren, med vilken du kan göra ett hål med en given diameter, är ett av de mest eftertraktade verktygen som är populära bland snickare, snickare och andra hantverkare som arbetar med olika typer av material. Borren har ett högt produktivitetsförhållande och gör att du snabbt kan göra runda hål med olika diametrar i arbetsstycket som bearbetas. Arbete kan utföras inte bara på trädelar, utan också användas för bearbetning av gipsskivor, olika plaster, MDF och spånskivor. Genom sin struktur har borrverktyget av penntyp en långsträckt kropp i form av en stång, vid vars ände det finns en skärande förlängd spets och ett litet konformat utsprång.



Egenheter
Träborrkronan består av en arbetskropp och en stjärtsektion. Borrningsprocessen utförs av arbetsdelen, som ser ut som ett platt, men skarpt skärpt litet blad. I slutet av bladet, strikt i mitten, finns det ett litet konformat utsprång, som används för att markera mitten av det framtida hålet i arbetsstyckets material. De vidgade bladen på pennverktyget har vässade kanter placerade på båda sidor av verktyget, i förhållande till den avsmalnande kanten.
Sidobladen är vässade i en vinkel, vars lutning görs till höger.


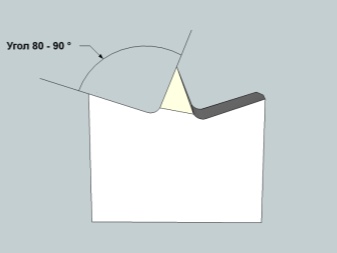
Penverktyg för borrning är gjorda med en arbetssida eller med två skärytor. En enkelsidig pennborr skär en skärvinkel på 75-90° på arbetsstyckets material, medan en dubbelsidig verktygsmodell skär i en vinkel på 125-135°.

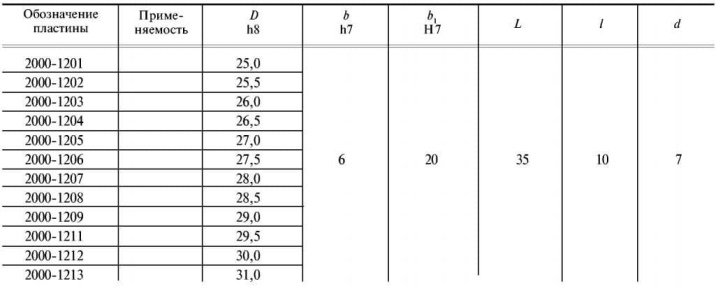
Vid tillverkning av pennborrar följer tillverkningsanläggningar de verifierade proportioner som fastställts mellan arbetsbladets bredd och dess tjocklek. Till exempel, för ett verktyg med en diameter på 5 till 10 mm kommer tjockleken på arbetsdelen att vara från 1 till 2 mm. Borrar med en diameter på 10 till 20 mm har en arbetsdeltjocklek på 2 till 4 mm. Om pennborren har en diameter större än 20 mm blir bladets tjocklek 6 till 8 mm.



Mått (redigera)
Med en pennborr kan hål med diametrar från 5-60 mm göras. För att utföra specifika typer av arbete väljer hantverkare en viss storlek på borren, men vid behov kan du köpa en uppsättning verktyg med de mest efterfrågade diametrarna - 25 och 35 mm, såväl som 40, 50 och 60 mm. Sådana parametrar är oftast efterfrågade för att lösa olika problem relaterade till träbearbetning, såväl som vid tillverkning av möbler eller andra snickeriprodukter. Om hålet som behöver göras är av en större diameter än 60 mm, måste du använda en annan typ av skärverktyg - en cirkulär krona, eftersom kärnborren i detta fall inte kommer att kunna bearbeta ett område som är större än dess diameter.
Storleken på pennverktyget för att borra i längd är 150 mm, och vid dess ände mittemot arbetsdelen finns en bearbetning av stavkroppen i form av en sexkant.
Detta gör det möjligt att fixera borren inuti chucken på en skruvmejsel eller borr, samt använda speciella sexkantadaptrar för att utföra en justerbar borrförlängning. Trots enkel design har pennborrverktyget många positiva egenskaper och gör ett utmärkt jobb med den uppgift som den tilldelats.


Bearbetningsalternativ
När du väljer en borr för att göra hål med stor diameter, styrs professionella snickare och de som gillar att göra träprodukter med egna händer av vilken typ av hål de behöver göra. Hål i trä- eller plastämnen är av följande typer.
- Början till slut - det vill säga hålet går genom hela tjockleken av arbetsstyckets material. Olika gängade element sätts in i sådana hål. Dessa kan vara dubbar, bultar. Dessutom, utan att göra en genomgående håltyp, är det omöjligt att installera dörrhandtag eller lås. Dessutom, genom perforering används i stor utsträckning vid tillverkning av möbelstrukturer.

- Döv - hålet passerar endast genom ett visst djup i materialet, utan att ha en utgång från arbetsstyckets baksida. Blindhål är gjorda för montering av dörrgångjärn eller används på möbelprodukter för att montera ett internt dörröppning-stängningssystem, samt för att installera handtag eller lås.

I vissa fall är en pennborr ett substitut för en skivskärare, som också används för att göra hål med stora och små diametrar, men till skillnad från en borr kostar den flera storleksordningar mer.
Om arbetet är en gång och borrdiametern passar den erforderliga håldiametern, är det ingen mening att köpa dyr utrustning, eftersom du kan komma ur situationen genom att använda ett prisvärt pennverktyg för borrning.
Pennborren är lämplig för både elektriska borrar och sladdlösa skruvmejslar genom att enkelt fästa på chucken på dessa verktyg.

Urvalstips
I moderna järnaffärer finns det ett stort urval av pennborrmodeller, som skiljer sig i tillverkarens varumärke och kostnad, beroende på produktens kvalitet. När du väljer detta verktyg måste du vara uppmärksam på följande viktigaste parametrar.
- Formens proportionalitet - det finns två vässade blad på borrens arbetsdel i förhållande till den centrala avsmalnande kanten. Båda delarna av produkten måste vara symmetriska och slipade i samma vinkel. Det kommer inte att vara överflödigt att kontrollera verktygets överensstämmelse med borrdiametern som anges på förpackningen, detta gäller särskilt för kinesiskt tillverkade produkter.
- Slipande kvalitet - den arbetande delen av borrens skärblad måste vara väl slipad, fri från flisning, flisning och uppfylla tekniska standarder. Borren slipas automatiskt i produktionen och ser perfekt platt ut.
- Defekter - det köpta verktyget bör noggrant undersökas för dolda brister, som kan finnas både på produktens arbetsyta och på dess stångkropp. Borren, tillverkad i fabriken, har inga deformationer, repor, nagg, repor och spår av rost.


För att inte förväxlas med valet av ett pennverktyg för borrning och för att köpa en riktigt högkvalitativ och pålitlig produkt, rekommenderar experter att vara uppmärksam på färgen på metallen den består av. Metallen i den mest hållbara borren har en djup mörk färg, som förvärvas av materialet i processen att bearbeta dess yta med varm ånga.
Denna typ av härdning stärker stållegeringen och gör den mer motståndskraftig mot mekanisk påfrestning.
Om borren har en mörk silverfärgad nyans av stål indikerar detta att verktyget inte har utsatts för ytterligare bearbetning, vilket innebär att det är mindre skyddat från mekanisk påfrestning och dess hårdhet är lägre än för en mörkfärgad analog.

Vissa pennborrar har en distinkt guldfärg och en blank yta. Efter att ha sett ett sådant verktyg bör du veta att tillverkaren har behandlat dess yta med en titannitridbeläggning. Denna beläggning förlänger borrens livslängd avsevärt, bibehåller dess skäregenskaper under drift, och titan skyddar också borrens yta från mekanisk skada. Med en titanpenborr kan du arbeta med särskilt hållbara material genom att göra hål med en given diameter i dem, samtidigt som borren inte behöver justeras eller slipas regelbundet - detta kommer att behöva göras mycket mindre ofta än på konventionella pennborrar tillverkad av obelagda stållegeringar.


Driftsregler
För att få största möjliga effektivitet när du utför arbete med en perforerad borr, samt för att förlänga driftperioden, måste följande regler följas.
- Arbete med att borra hål i träytor bör utföras med låga borrhastigheter, med en indikator på högst 300-450 rpm. Regeln bör följas - ju tjockare borrdiametern är, desto lägre bör dess rotationshastighet vara. Detta tillvägagångssätt möjliggör bättre resultat och förhindrar att borren deformeras.
- För att utföra arbete med en pennborr är en elektrisk borr mest lämplig, som har förmågan att justera sin kraft, medan en skruvmejsel inte alltid kan ge önskad kraft och rotationshastighet för borren.
- Om borrens standardlängd uppenbarligen inte räcker till för att göra ett hål på svåråtkomliga ställen, krävs det att man använder en specialdesignad adapter för detta, som fästs i chucken på den elektriska borren.
- Innan borrarbetet påbörjas mäts sektionen av arbetsytan av arbetsstycket noggrant och borrens arbetsplats beskrivs, det vill säga punkten där dess konformade utsprång kommer att installeras - detta kommer att vara mitten av borrningen. cirkeln som ska utföras när verktyget är i drift. Vidare måste borren installeras i förhållande till arbetsplanet, endast bibehålla en vinkel på 90 °.
- Det rekommenderas att starta borrprocessen vid låga hastigheter för den elektriska borren, gradvis lägga till dem när borren går djupare in i arbetsstyckets material. Att lägga till RPM till borren kommer att hjälpa borren att gå igenom materialet lättare och skydda borrmotorn från överhettning. När du märker att kärnborren har nått erforderligt djup i arbetsstyckets material, måste borrningen avbrytas.


Efter att hålet i arbetsstycket är gjort, inuti dess nisch, om det inte är genom, kommer mycket avfallsmaterial att samlas in i form av spån.
De måste tas bort, och detta görs bäst inte bara i slutet av hela arbetscykeln, utan också under deras utförande - så snart du märker att många marker har samlats.
För att göra detta stoppas borrningen, spånen tas bort från hålet, och sedan sänks borren igen ned i den formade urtagningen och fortsätter att borra till önskad djupnivå.


Hur skärpa man?
Som alla arbetsborrar måste ett pennverktyg vässas då och då, eftersom bladen i arbetsdelen av denna produkt blir betydligt tråkiga och inte längre kan göra exakta hål under borrningen. Detta kan göras utan att tillgripa användningen av komplexa tekniker - skärpning av en borr i form av en fjäder utförs med en vanlig platt fil eller en liten maskin med ett smärgelhjul används. I processen att vrida ett verktyg är det viktigt att bibehålla skärbladets vinkel, såväl som formen på skärkanterna på borrens arbetsdel. Dessutom är det viktigt att hålla det avsmalnande utsprånget strikt centrerat på verktyget.

Faktum är att varje avvikelse från den avsmalnande delen är oundviklig under utförandet av arbetet kommer att leda till att centreringen av hålet som gjorts av en sådan borr kommer att kränkas.
Om pennverktyget för borrning under arbetets gång var kraftigt deformerat, kommer du inte att kunna återställa dess geometriska proportioner helt utan specialutrustning.Därför kommer tiden och ansträngningen som läggs på processen, om du redigerar borren för hand, inte att löna sig - ett sådant verktyg är inte längre lämpligt för arbete, det måste kastas bort. Kostnaden för en pennborr är inte så hög, så det enklaste sättet i en sådan situation är att köpa en ny produkt till dig själv.


För en översikt över varumärket Irwin Blue Groove, se nedan.













Kommentaren skickades.