Allt om tillbehör för borrslipning

En trubbig borr kommer oundvikligen att försämra arbetsförmågan hos maskinen som den är installerad på och gör det nästan omöjligt att utföra uppgiften på ett adekvat sätt. Under tiden, i processen med intensivt arbete, kommer övningarna oundvikligen att bli tråkiga. Lyckligtvis innebär de flesta av dem möjligheten att slipa för vidare användning, men för detta måste du ha rätt verktyg till hands. Faktum är att du inte ens behöver spendera pengar på det - istället kan en sådan enhet göras med dina egna händer.

Egenheter
Självtillverkade borrvässningsanordningar dök upp, förmodligen långt innan industriföretag etablerade sin produktion. Självgjorda prover är som regel primitiva, men de kostar sin tillverkare bara ett öre, och problemet kan inte lösas värre än en köpt analog.
För handgjord tillverkning av skärpare används alla tillgängliga material som uppfyller de tekniska parametrarna. Den enklaste versionen av en skärpning är en bussning, som är styvt installerad på basen i en bekväm vinkel. Den grundläggande punkten för en sådan produkt är just den mest pålitliga och hållbara fixeringen.




Erfarna hantverkare noterar att avvikelsen från den fasta borren från hylsan med minst en grad är fylld med ett brott mot skärpningsproceduren, vilket innebär att det kommer att påverka borrens effektivitet negativt.
Om du har nödvändiga "detaljer" och skicklighet kan du alltid förbättra designen på produkten något. För en mer tillförlitlig fixering kan du alltid införa stänger med hål i en hemmagjord verktygsmaskin, som har precis rätt diameter för spetsarna. Ibland används istället flera små rör av aluminium eller koppar.


Oavsett vilket designalternativ du väljer för egenproduktion, bör man komma ihåg att slipning av alla verktyg, inklusive borrar, kräver vissa specifika färdigheter. som förvärvas endast med erfarenhet. Följande förmågor antyds oftast:
- bra öga - för att korrekt bestämma skärpningsvinkeln och ett tillräckligt avstånd för gapet mellan den bearbetade spetsen och den slipande ytan;
- förståelse av principerna för drift av elektriska anordningar - för att korrekt bedöma förmågan hos motorn som används för att skärpa vissa borrar;
- orientering i detaljerna för metallbearbetning - låter dig förstå hur man skärper borren korrekt, vad dess skärpningsvinkel ska vara, och bidrar också till en snabb identifiering av behovet av att återställa spetsens skärpa.


Det är möjligt att den första självgjorda kopian av spetsskärpenheten kommer att visa sig vara ofullkomlig och kommer att kräva ytterligare justering eller justering, men det är viktigt att inte vara rädd för nedslående resultat, utan att försöka, och med tiden allt kommer att lösa sig.
Artöversikt
Oavsett vilken typ av fixtur du kommer att göra med dina egna händer, observera att det helst bör vara mekaniskt, eftersom det annars blir långt och svårt att skärpa varje enskild borr. När det gäller de befintliga varianterna av liknande produkter, måste det erkännas att objektivt sett är antalet av deras varianter inte begränsat av någonting, och det finns ingen fullständig klassificering och kan inte vara det, eftersom mänskliga konstruktionstankar är obegränsade.


Av denna anledning kommer vi bara att lyfta fram några exempel på maskiner och enklare utrustning, som ofta återges i vardagen.
- Borr. Förutsägbart ett av de vanligaste alternativen, eftersom en borr är i arsenalen hos nästan vilken mästare som helst, och den ger redan en mekanisk drivning, och det är väldigt lätt att göra ett munstycke på det. Produkten är ett munstycke tillverkat av ett metallrör, i vars övre del en ledare skruvas - hål med just en sådan diameter görs i den så att borren går in och passar säkert på sin plats. Före skärpning fästs strukturen på borrhalsen med en bussning och en skruv.


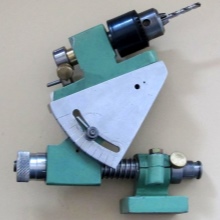
- Slipande stativ. Vissa av dessa strukturer används flitigt i produktionen, men där är de krångligare och har avancerad funktionalitet, medan de hemma monteras i mer kompakta och mindre avancerade versioner. Stativet är i alla fall oskiljbart från slipmaskinen, så det bör monteras om du har maskinen. Hantverkarens uppgifter inkluderar den oberoende produktionen av en bas, en spö och en betoning från improviserade medel. Borrar är fästa på stången med speciellt utvalda klämmuttrar av önskad storlek, men du måste se till att de är ordentligt fixerade.


- Klipp av olika slag. Faktum är att hantverkare i de flesta fall inte komplicerar uppgiften och skärper borrarna på något sätt som finns till hands - med hjälp av en diamantslipskiva eller till och med på smärgel. I detta fall är hela skärpningsanordningen en hållare i form av en dorn i vilken borren sätts in. Det är inte svårt att göra en sådan produkt, men det är viktigt att uppnå en perfekt exakt fixering i rätt läge för både borren själv och hållaren, som mycket väl kan monteras av bara två små muttrar och en bult.


Hur gör man själv?
Beslutet att göra någon mekanism med dina egna händer börjar alltid med skapandet av en ritning. Den här regeln fungerar alltid och i alla fall, även om det verkar som om enheten som planeras för produktion är väldigt enkel. Man bör komma ihåg att en ritning inte bara är ett villkorligt diagram; det måste nödvändigtvis innehålla dimensionerna för alla enskilda delar, såväl som hela mekanismen.

Var inte för lat för att ange information även om storleken på fästelement, och kontrollera sedan flera gånger i rad om allt konvergerar.
Om det här är din första erfarenhet av att göra sådana enheter på egen hand, är det inget förvånande i det faktum att problem börjar dyka upp redan vid ritningen. Det är okej - du måste bara göra mekanismen med dina egna händer och inte utveckla ditt eget arbetsprojekt. Som sådan är det inte förbjudet att använda Internet för att låna en teckning av någon. Samtidigt är det värt att komma ihåg att inte alla författare i nätverket förstår vad de skriver om, vilket innebär att ritningen inte bör tas i arbete, blint lita på källan - den bör också dubbelkollas för kompatibilitet för alla parametrar i förhållande till varandra.


Det är också tillrådligt att se till att du redan förstår hur det slutliga resultatet ska se ut och fungera innan du börjar köra.
Tillverkad av metall
För att lösa problem med att skärpa små borrar är en anordning monterad "på knäet" från vanliga muttrar utmärkt. På Internet kan du hitta obetydligt olika rekommendationer om steg-för-steg-tillverkning av en sådan enhet, men oftast ser allt ut så här.

Först måste du hitta två muttrar, vars diameter inte skulle vara densamma. På en större måste du göra en markering som mäter 9 mm på en av kanterna på tre sidor. Mätresultaten indikeras av en markör på det valda ansiktet, såväl som på det som är motsatt det första.Efter att markeringen är klar kläms muttern i ett skruvstycke och små fragment skärs av längs den ritade konturen.




Därefter sätts en borr i den skurna muttern för att säkerställa att mutterns kanter ger borren samma 120 graders lutning, som vanligtvis anses vara den mest framgångsrika positionen för skärpning och efterföljande arbete. Om allt stämmer överens kan du gå vidare till nästa steg - en mutter med mindre diameter appliceras på ytan som har skurits av och, för att se till att positionen är korrekt, svetsas den. Sedan skruvas en bult in i den mindre muttern, vilket begränsar den insatta borrens rörelse - som ett resultat erhålls en hållare som ger den erforderliga vinkeln.




Erfarna hantverkare betonar att det är bulten som ska ge fixering, och du bör inte försöka byta ut den med din hand eller andra mindre pålitliga enheter.
På grund av detaljerna i den beskrivna designen kan du sätta in borren i den i rätt vinkel och fixera den i detta läge. Därefter mals borren på smärgel i förväntningen att mutteranordningen inte kommer att tillåta att slipa bort överskottet, samtidigt slipa av sig själv. Samtidigt tvivlar många hantverkare på om muttern verkligen är kapabel att motstå bearbetningseffekten av slipskivan och inte försämras, samtidigt som den förstör borren, som är slipad i fel vinkel.

Det kan bara finnas två alternativ för att lösa detta problem: antingen välj andra verktyg för skärpning av borrar eller välj noggrant muttrarna som du ska göra klämman från.
Gjort av trä
Tro inte att du kan göra en borrslipare med dina egna händer bara av metall - faktiskt är trä också lämpligt för att uppnå sådana mål. Vid första anblicken ger det inte samma tillförlitlighet att fixera i rätt position, men praxis visar att även i en träversion kan hållaren betjäna sin ägare felfritt under en tid.

Samtidigt kan även en person som absolut inte har några svetsfärdigheter eller inte har svetsning som enhet göra det, men en fortfarande inte trubbig borr kommer att krävas för produktionen.
En träbit används som huvudmaterial, vars tjocklek är optimalt uppskattad till 2 centimeter. Diagonala markeringar utförs på ändsidan av den framtida produkten, för att försöka bestämma mitten. Efter det är det nödvändigt att göra ett genomgående hål med en lämplig borr i mitten - i diameter kommer det att vara precis så att det i framtiden kommer att fixa verktyget med vilket det gjordes.


Därefter måste du skära av hörnen så att snittlinjerna går 30 grader längs gradskivan, om vi känner igen mitten som referenspunkt. Sedan borras ytterligare ett hål från sidan eller ovanifrån, avsett för den självgängande skruven. Dess hål i stångens tjocklek måste anslutas till skåran för att sätta in den skärpta borren - sedan kan borren, med hjälp av fixeringsbulten, pressas tillförlitligt.


Principen för att använda en sådan anordning är ganska enkel - borren sätts in i hålet som är gjord för den och fixeras sedan, hårt pressad med en bult. I detta fall måste spetsen på borren som är avsedd för skärpning sticka ut utanför träramen. Experter rekommenderar att du använder en liknande design för att arbeta med en kvarn eller bandslip. Det är tydligt att trälådan också kommer att ge efter för skärpningseffekten och slitas ut, därför är slipmaskinens uppgift att se till att detta inte blir för uttalat.


Träborrslipare är inte gjorda för borrar med exakt samma diameter - de är universella och kan användas för att skärpa produkter med olika diametrar. Dessutom bör det inte skilja sig nämnvärt från det högsta möjliga.Om diametern på borrhålet är 9 mm, kan du här också skärpa munstycken med en tjocklek på 8 eller till och med 7 mm, men 6 mm är redan oönskat. Med ett bredare sortiment av borrar i mästarens arsenal, för att skärpa tunnare spetsar, är det nödvändigt att göra en annan sådan struktur med en diameter på 6 mm, där det också kommer att vara möjligt att skärpa produkter med en tjocklek på 5 och till och med 4 mm.

Hur man använder en hemmagjord enhet?
Principerna för att använda hemmagjorda borrslipare är mycket beroende av vilken typ av enhet som producerades. Om du inte går in på detaljerna för varje enskild enhet, utan försöker ge allmänna rekommendationer, kommer instruktionen att visa sig vara relativt kort - vi kommer att överväga det.
Om slipning utförs på smärgel eller en fast kvarn, det vill säga dessa enheter har redan en tydligt definierad position i rymden och inte kan röra sig självständigt i förhållande till bordet, är befälhavarens uppgift att på liknande sätt fixa de egentillverkade adaptrarna. Det är mest bekvämt att fixa mekanismen med hjälp av klämmor, men du måste noggrant övervaka avståndet med vilket fästelementen är installerade från slipmedlet - din uppgift är att se till att de är placerade tillräckligt nära varandra, så att du kan skärpa.

När rätt position har hittats och du är redo att testa din egen design, lossa klämman så att borren kan glida på plats. Placera nu borren i hålet som är avsett för den och leta efter en position där skärpningsvinkeln kommer att vara idealisk, och borrens yta kommer att pressas hårt mot stenens yta. Nöj dig inte med "mellanliggande" lösningar - om din struktur är tillverkad och monterad på rätt sätt kommer du att kunna hitta den idealiska positionen genom att justera klämoket, om du gjorde ett misstag någonstans i beräkningarna, är det ingen mening att skärpa något på en olämplig maskin.

När den optimala positionen för borren i förhållande till skärpningsdelen också hittas, fixera borren säkert med hjälp av de fästelement som finns i den hemgjorda enheten specifikt för sådana ändamål. Lämna ett litet mellanrum, som vanligtvis uppskattas till 1 millimeter - din uppgift är inte att bryta spetsen, du behöver bara slipa den lite. Starta sedan en slipskiva eller annan slipanordning och testa din egen maskin i aktion.

När det har gått tillräckligt med tid för adekvat slipning, stoppa processen och utvärdera hur väl din egen slipare fungerar.
Om allt är i sin ordning med borren och den är vässad exakt som det är nödvändigt för dina arbetsbehov, måste en liknande procedur upprepas från baksidan, för fram till detta ögonblick slipades borren endast längs en av kanterna. Spetsen vrids 180 grader genom att lossa och sedan dra åt fästelementen, men i detta fall behöver du inte röra spärrbulten alls - den måste säkerställa samma längd på skärpningen som vid bearbetning av baksidan.

Därefter kan du vässa dina egna borrar när som helst så fort behovet uppstår. Om du huvudsakligen arbetar med mjuka material med relativt låg densitet kommer ett sådant behov att uppstå relativt sällan, men metallbearbetning skapar alltid en enorm belastning på borrarna och kräver regelbunden användning av skärpningsanordningar.

Det finns flera sätt som har prövats och testats genom århundradena för att avgöra om en borr redan är i behov av en skarp egguppdatering. Först och främst, efter långvarig användning, börjar kanten på en metallborr bli trött, varför spetsen bokstavligen kan börja smulas.Detta fenomen skrämmer ofta nybörjare och tvingar dem att helt ersätta borren eller helt överge bearbetningen av ett visst material, men i verkligheten var det bara nödvändigt att återställa munstyckets korrekta arbetsform.

Förutom, med en trubbig borr börjar motorn uppleva överbelastning och överdriven värme - Detta är förståeligt, eftersom för att uppnå detta mål med ett undermåligt handstycke måste motorn arbeta hårdare. Slutligen, en matt borr lämnar alltid karakteristiska trasiga grader på arbetsytan - detta beror på att mattheten inte är enhetlig på alla sidor av borren, och det förstör gradvis spetsen.

För information om hur man gör en enhet för skärpning av borrar med egna händer, se nästa video.













Kommentaren skickades.