Att välja en pistolborr

För att göra genomgående och blinda hål av stort djup används så kallade pistol- och pistolborrar. Hålen som görs av denna typ av skärverktyg används i olika typer av delar, vars längd är ganska stor. Det kan till exempel vara en vevaxel för ett visst ändamål eller en spindel. En konventionell borr är inte lämplig för sådana uppgifter, därför efterfrågas pistol- och pistolövningar i ett visst segment av industriell produktion. Låt oss överväga mer i detalj funktionerna hos en pistolborr, kanon och andra typer, GOST och urvalskriterier.

Egenheter
Om längden på hålet som ska borras är lika med fem diametrar för skärverktyget, kan ett sådant hål anses vara djupt. Att göra djupa och exakta hål är en komplex procedur som kännetecknas av hög arbetsintensitet och hög professionalism hos operatören. Under borrning kyls skärverktyget med en speciell vätska som tillförs borrens arbetsområde under tryck.
En sådan kylkomposition är en av de ingående delarna av kvalitetssäkringen av det utförda arbetet.


Pistolborr för exakt djuphålsborrning det är viktigt att placera den korrekt i förhållande till arbetsytan. För att underlätta denna process används en så kallad jiggbussning, den tillåter inte att skärverktyget avviker under drift. Om det inte finns någon sådan hylsa kan du komma ur situationen genom att först borra ett hål med en mindre diameter och sedan utöka det med ett annat borrnummer till önskade dimensioner.

Pistolborrningsverktyg gör tillverkad av höghållfast stållegering... Det är anmärkningsvärt att ett sådant skärverktyg har en rotationshastighet 10 gånger snabbare än hastigheten för en konventionell borr som används för att borra grunda hål. Skärverktyget används för att göra hål i pumpenheter, i munstyckskroppen eller vevstaken.
När man arbetar med ett långt verktyg uppstår ofta svårigheter i samband med avlägsnandet av spån som används under borrningsprocessen, därför Det finns alltid en risk att borren rinner av den angivna borrbanan. En annan egenskap hos det här verktyget är det den kan inte roteras med maximal hastighet, om skärverktyget inte är nedsänkt i hålrummet i arbetsstycket som bearbetas. En sådan förbiseende leder till det faktum att skärverktygets arbetsdel förskjuts från en förutbestämd bana som är nödvändig för noggrann borrning.


Visningar
Det finns följande typer av skärverktyg som används för att göra djupa och mycket exakta hål:
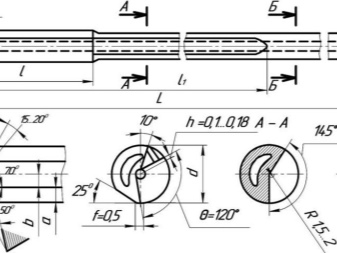
- kanon - på verktygets arbetsdel finns ett spår i form av bokstaven V; det är nödvändigt för att avlägsna metallspån från hålet;
- ejektor - detta verktyg används för maskiner där skärelementet är placerat i horisontell riktning;
- gevär - en variant som är utrustad med hårdmetallskär, som är placerade på mellan- och huvudskären;
- gevär - med skärande delar och ytor gjorda av stål och hårda legeringar;
- gevär - där hårdmetallskär fästs vid kroppen genom lödning;
- spiral - med ett skaft, som presenteras i form av en cylindrisk struktur.


Gevär- och kanonborrningsverktyg är enbitsalternativ.Tack vare dem kan du borra ett hål vars diameterparametrar ligger i intervallet från 0,5 mm till 10 cm.
Under drift värms borren upp, den kan kylas genom att tillföra skärvätska till ett speciellt utrymme beläget inuti borrens arbetsdel. Pistol- och pistolborrar med hårdmetallskär har ett konformat arbetsskaft. Denna form styr skärverktyget mer exakt in i borrområdet.

Valmöjligheter
Dimensionsparametrar och tekniska egenskaper för gevärs- och kanonborrverktyg regleras av GOST-standarder, enligt vilken dessa borrar tillhöra den långa serien. Användningen av borren är endast möjlig på en speciell maskin utformad för djupborrning. När du väljer en borrdesign måste du ta hänsyn till de nödvändiga hålparametrarna - dess diameter och längd. För uppgiftens högkvalitativa prestanda är borrens matningshastighet, såväl som typen av dess svans, av stor betydelse.


De viktigaste rekommendationerna att tänka på när du väljer ett borrverktyg är följande:
- när du gör ett hål, vars längd kommer att vara mer än 400 mm, det rekommenderas att använda 2 borrar med olika dimensioner; först måste du använda ett verktyg vars storlek är 9,95 x 800 mm, och sedan expanderas hålet med en borr, vars storlek är något större och är 10 x 400 mm;
- om metallen ger en lång typ av spån under borrning, du måste välja ett skärverktyg som har långa och polerade spår för dess indragning;
- om det krävs för att bearbeta mjuka metallegeringart.ex. aluminium, då bör ett skärverktyg användas, vars design ger ett skärblad som är skärpt i en vinkel på 180 °;
- innehållet av smörjmedel i kylvätskan måste vara på nivån minst 10 % av den totala volymen av denna komposition;
- om mjukt material bearbetas, då är det nödvändigt att nå borrens maximala hastighet i steg och detta måste göras i 3 steg; dessutom görs hålet också i etapper - först görs en pilotborrning med ett verktyg med mindre diameter, och sedan expanderas hålet med en borr av önskad storlek;
- när du byter en borrdiameter till en annan storlek, kan rotationen av verktyget stoppas genom att slå på högtrycksmatningen av smörjmedelskylmassan under 1–2 sekunder; efter att hålet gjorts enligt de angivna parametrarna stängs borren av och upphör att tillföra en kylmassa till dess hål.


För att välja rätt borr för att göra djupa hål är det viktigt att inte bara ta hänsyn till dess dimensioner som är lika med hålets dimensioner, utan också egenskaperna hos metallegeringen, såväl som den typ av borrutrustning på vilken arbetet kommer att utföras.
Du måste börja arbeta med borrens lägsta rotationshastighet, medan det är viktigt att säkerställa tillförseln av skärvätska för den från första början.


Hur man borrar djupa hål med HAMMOND pistolborrar, se nedan.













Kommentaren skickades.