Hur slipar man en metallborr hemma?

Oavsett vad borren visar sig vara - till och med en högkvalitativ sådan - blir den efter hundratals borrcykler mattare och förlorar den perfekta skärpningen som ges till själva produkten på fabriken. Det kommer inte att borra ett perfekt, otrasigt hål förrän borren har slipats tillbaka till sin tidigare skärpa.
När ska man skärpa sig?
Borrslipning för metall behövs i följande fall.
- Hoppar av från den markerade punkten med hjälp av kärnan.
- När du försöker borra utan att markera det framtida hålet, fångar borren inte den valda punkten med spetsen, utan "går", oavsett vilka ansträngningar befälhavaren gör.
- Det hörs ett slag, knackningar, ljud under borrning, som förvandlas till ett högfrekvent klang. Knackningen och vibrationerna lossar borren (eller borrhammaren). På mekaniken bruten av trubbiga borrar kan du inte borra med nya, precis köpta borrar: en ny borr går ofta sönder från detta.
- Överhettning även efter en minuts kontinuerlig drift. Överhettning av höghastighetsstål kommer att leda till förlust av dess hållfasthetsegenskaper (seghet, hårdhet), och produkten kommer endast att vara lämplig för träarbeten och inte för metall.
- Metallpartiklar rivs sönder, spiralspån försvinner.
Om ett eller flera tecken hittas, sluta omedelbart att borra och kontrollera skärpan på spetsen och spiralkanterna.

Nödvändiga verktyg
Alla de valda verktygen, inklusive de som är utrustade med en elektrisk motor, måste slipa stålprodukter (knivar, borrar, saxar, etc.). Det andra kravet är att behålla borren som ska slipas i processen. Hur snabbt och effektivt borren skärps beror på inställningen av den erforderliga slipvinkeln för det överflödiga stålskiktet från spetsens kanter och hastigheten för att trycka produkten mot slipskivan. Mekaniserade skärpverktyg gör att du kan få en borr med en diameter på 3-19 mm till fungerande skick på ett par minuter. Twistborrar slipas på speciella eller konventionella maskiner med elmotor och enkelt matningssystem. En sådan maskin kan monteras självständigt i ett garage - det finns inget behov av att köpa professionella maskiner; ofta rätas utriktningen av borrpunkten med en fil, en slipsten eller en cirkel.



bulgariska
Mästaren kommer att behöva, förutom själva den elektriska drivningen, ett skruvstycke, i vilket den vända produkten är fastklämd.
Kornstorleken på slipskivan är vald så att det blotta ögat inte kunde se mikrofårorna som lämnats av kornen av glassmulor, som slipar metallen.

Gör följande för att vrida en borr med en kvarn:
- klämma fast borren vertikalt i ett skruvstycke;
- slipa den bakre kanten för att ta bort tecken på slitage;
- slipa skäreggen i en vinkel på 120 °.
Håll inte borren kontinuerligt i mer än två sekunder. Korta sessioner består i att ta bort tunna, mycket mindre än 1 mm, lager av legering från arbetskanten. Borren är redo att användas igen.

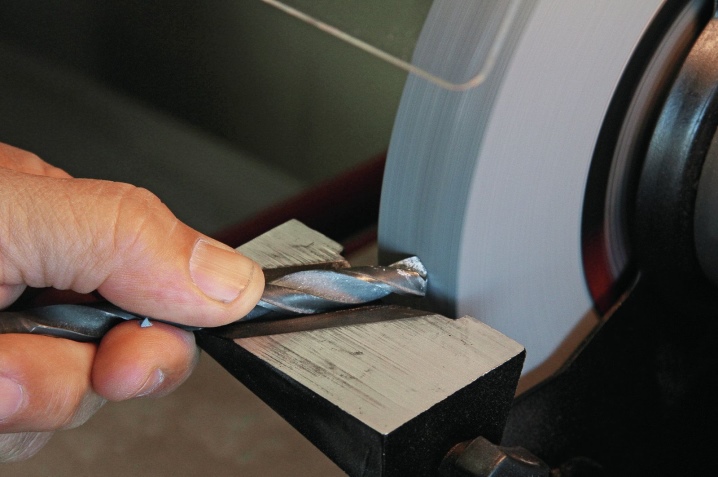
Pennvässare
Kvarnen kännetecknas av sin användningshastighet, rörlighet, men befälhavaren betalar för att vända med sin hjälp med skaderisk. Även om man sätter på ett skyddande lock på slipmaskinen, finns det en möjlighet att hjulet spricker, verktyget kommer att leda med en kort stopp med en hastighet av tusentals varv per sekund. Sliparen minskar risken för skador på grund av den styva fixeringen av själva maskinen. Om det är omöjligt att bestämma skärpningsvinkeln appliceras en plastmall som appliceras på ytan som ska slipas innan slipningen påbörjas. För att hållaren inte ska gå åt sidan fästs den med en bult. Gör följande för att vända borren på en slipare.
- Sätt fast borren i hållaren och sätt på maskinen.
- Flytta skäreggarna till slipskivan i en vinkel på 120°.
- Om det finns skåror och bucklor på borren, slipa bort dem från alla sidor. De stör inriktningen av produkten och borren, vilket gör att den senare vibrerar i onödan.
Slipborrar med stor diameter, på grund av den ökade totala värmekapaciteten, överhettas stålet, övergår från höghastighet till konventionellt, olämpligt för borrning av andra stål.


Borr
Borrkronan låter dig slipa borr för metall. Åtgärdsschemat är följande.
- Montera adaptern för konventionella borrar på borren. På en enkel elektrisk borr är det osannolikt att det krävs.
- Installera en borr i hålet med önskad diameter.
- Starta borren och slipa borren på ena sidan.
- För att vända den andra skäreggen, vrid den andra sidan av borren från samma ände.
Borrkronan skärper bara en lite matt borr.
En produkt med bucklor och skåror på skärkanten kan inte slipas med en borr.
Men på grund av den relativt låga kostnaden - i jämförelse med andra verktyg - är svarvborrar på ett munstycke billigt.




Fil eller fil
Filen är inte lämplig för bearbetning av snabbstål, som kännetecknas av ökad hårdhet jämfört med andra stålsorter. När man använder grova eller diamantbelagda stenar är det svårt att bibehålla önskad skärpningsvinkel för hand. Använd motoriserade slipanordningar.

Teknologi
För att slipa en borr med hög kvalitet behövs vissa enheter. Om det är en liten eller en stor borr spelar ingen roll - Tekniken är densamma: huvudarbetet utförs av skäreggarna i änden, och sidospiralkanterna riktar in det borrade hålet och leder spånen in i spiralkanalerna.

Det enklaste sättet att skärpa en borr är en hylsa, dess innerdiameter är lika i diameter som själva borrsektionen. Hylsan fästs ordentligt i önskad vinkel. Den väljs på följande sätt - borren måste tydligt och med ansträngning komma in i mallen, utan att avvika ens en grad. Om borren avviker kommer incisala kanter inte att återhämta sig exakt och kommer att sluta "gå" under arbetet. Hylsan kan kompletteras med icke-järnmetallrör, vars innerdiameter är lika med de vanligaste värdena för produktdiametern.

Särskilt kunniga hantverkare förnyar denna enhet med ett träblock, borrat med borrar med olika diametrar.
Mallen innehåller ett praktiskt verktyg som underlättar borrmaskinens matning till slipskivan för slipning och tillåter inte produkten att röra sig i motsatt riktning. Ju hårdare träslag som stången är gjord av, desto mer exakt ställs vinkeln in: till exempel använder befälhavaren en ekstång för att mata borren, medan borrens svängning i den vid skärpning är dess svängning utesluten . Maskinen - till exempel samma bryne - kan vara hemmagjord: huvudsaken är att brynet inte är centrerat, inte vibrerar under drift.

Rätt vinkel
Vinkeln bestäms av vilken typ av stål eller annan metall (eller legering) som hålen borras i. Ju lägre hårdhet metallen eller legeringen har, desto större skärpningsvinkel. Så för stål, gjutjärn och brons, de arbetsstycken som måste borras från, når skärpningsvinkeln 120 °, för plast och mjuka alkalimetaller som magnesium - 85 °.


Men för glas- och porslinstengods är vinkeln ännu dummare - 135 °, detsamma krävs för mjuk brons och aluminiumlegeringar.
Alla trädslag kräver 130 °. 115° är tillräckligt för rostfritt stål. Faktum är att en lätt eftergivlig metall bildar mer spån på kort tid, överdriven friktion uppstår, borrspetsen värms upp mer och snabbare. Och överdriven värme dämpar det - även det härdade stålet som borren är gjord av är härdat när det värms upp. Stålet i produkten tappar sin hårdhet och börjar bli trubbigt.

Felsökning
Du kan ta med en ombyggnadsbar borr hemma på speciella slipskivor som kombinerar grovslipning av snabbstål med finkornig. Dessa skivor innehåller ett relativt mjukt fyllmedel som eliminerar grova repor, skåror och skåror från arbetet. De elimineras utan att formen på skäreggarna ändras. Dessa skivor placeras på en kvarn eller borr, och borren spänns fast på en separat klämma eller i ett skruvstycke. Om bearbetningen med hjul visade sig vara grov mals själva produkten med ett roterande smärgelhjul.

Undersökning
En snabb kontroll av korrekt skärpning uppnås med hjälp av en speciell mall som mäter längden på skäreggarna, placeringen av spetsen, vinkeln på utloppskanalernas avfasning på borren och värdet på vinkeln på den längsgående kant.

Underskuren
Om befälhavarens 10 mm borr är matt, skärps produkten från sidan av framkanten. Uppgiften är att öka vinkeln på skäreggen och minska avfasningen på framkanten, avsmalning av den tvärgående kanten.
Det senare gör att metallen eller legeringen på arbetsstycket kan skrapas mer aktivt i mitten av hålet.
Detta förhindrar ett accelererat brott av de minsta stålkornen från spetsen, vilket gör att det förlänger borrens livslängd, gör det möjligt att borra snabbare och mer. Produkten är dessutom slipad i en liten frigångsvinkel, vilket minskar friktionskraften i de skurna hålen.


Rekommendationer
Vanliga borrar slipas med sina egna händer på en enkel skärpning, en såg med en stor slipskiva, en kvarn eller en borr med munstycke. Men för krona kan en speciell maskin krävas. Faktum är att kronan har en axel - huvudborren, som är en vanlig produkt. Och om den skärps på ett enkelt sätt, kommer den sågtandade, sågliknande kanten på kronan att kräva maskinförhållanden. Detsamma gäller för konstegsborrar.

Slipa inte borrar utan skyddskåpa och skärm - spridning av ståldamm är farligt för ögonen. Flera ögonskador, igensättning med spån är fylld med svårigheter i deras utvinning.
I värsta fall, på grund av berusning av stål som rostar i en salt miljö, kommer en person lätt att tappa det. Var noga med att inte borra i taket utan hjälm - fallande spån faller också in i oskyddade ögon.
Få rätt vinkel för din underskärning. För "platt" borr kommer inte att borra stål, för "brant" - trä, aluminium, brons, magnesium, plast. En felaktig vinkel kommer antingen att få borren att vicka och hålet kommer att röra sig, eller så kommer det att fastna och gå sönder.
Borra inte med vanligt snabbstål i glas, porslinsstengods, granit, keramik, höghållfast lera. För dessa material finns en så kallad vinst. Pobeditovy-legeringen överträffar avsevärt höghastighetstål i styrka. Försök inte att borra genom härdat glas - det kommer att smulas sönder direkt.
Slipa inte segrande övningar med vanligt smärgel och förglasade stencirklar. - för dessa produkter finns det en diamant, som de cirklar som de skär sten, tegel och härdat stål med. Slipa segrande övningar i låga hastigheter.

Överhett inte borren när du svänger - överhettat stål kommer att uppleva anlöpning och bli märkbart värre. Hon kommer inte längre att vara varken härdad eller höghastighets (instrumental).
Kyl inte en glödhet mejslad borr i vatten eller andra kalla vätskor - den kommer att tränga igenom med mikrosprickor från skarp kylning. Vid det första försöket att borra ett arbetsstycke kommer produkten omedelbart att gå sönder.
Böj inte bort borren när du svänger. Minsta försiktighet - även i viss mån - kommer att leda till ojämn svängning, vibrationer kommer att uppstå, bryta själva borren och lossa växellådan och borrmotorn.
Skäreggarnas längder skiljer sig från varandra upp till 0,3 mm. Denna begränsning observeras vid svarvning av borr med liten diameter.

Längden på arbetsdelen bör inte vara mindre än en centimeter. Om borren går sönder på mitten och en del av skärområdet kastas ut, slipa inte borrar, vars arbetssektion nu är mindre än en centimeter.
Hårdmetallborrar (t.ex. Pobedit, diamantspetsade) slipas med samma verktyg som solidgjorda borrar av samma material.
Hur lätt det är att slipa en borr, se nedan.













Kommentaren skickades.