Allt om skärpning av borrar
Byggproffs hanterar ständigt olika typer av borrar som blir trista med tiden. Skärelement av dålig kvalitet blir oanvändbara efter några månader. Dyra märkesprover tjänar sina ägare i mer än ett dussin år. Och det är deras byggare som inte vill förlora, utan skickar dem att skärpa. I princip är detta rätt beslut, men du måste betala mycket pengar för att återställa tillståndet för en trubbig borr. Och för att inte tömma plånboken kan du använda rekommendationerna för att skärpa dig.


Grundläggande regler
De som använder borren en gång om året märker inte att den tappar skärpan. Men med detta tillvägagångssätt, vid ett tillfälle, kommer det helt enkelt inte att göra ett hål. Och då måste du fatta ett självständigt beslut - antingen köp en ny borr eller återställ en trubbig.


Själva processen att skärpa på professionell utrustning kräver inte mänsklig ansträngning, vilket inte kan sägas om att återställa skärpan med dina egna händer. Men innan du fortsätter med en detaljerad bekantskap med reglerna för skärpning och processens krångligheter, är det nödvändigt att ta reda på tecknen på att borren snart kommer att bli oanvändbar:
- skärelementet är mycket varmt;
- små metallspån flyger ut under kanten;
- ljudet från arbetsborren blir mycket starkare.

Särskild uppmärksamhet bör ägnas den sista funktionen. Friktionen mellan spiralborrarnas trubbiga egg och ytan som ska borras ökar, vilket resulterar i ovanligt högt ljud. I en sådan situation är det nödvändigt att omedelbart sluta arbeta, annars kommer skärelementet att värmas upp, dess struktur kommer att förändras, så att det helt enkelt inte kommer att vara möjligt att återställa borren.

Vidare föreslås det att bekanta sig med några av reglerna och instruktionerna från erfarna hantverkare som är engagerade i regelbunden skärpning av trubbiga centreringsspetsar.
Och vad som är anmärkningsvärt, från den information som erbjuds, blir det tydligt att du kan återställa borren med dina egna händer.

Borrslipningsprocessen kräver specialutrustning. I det här fallet pratar vi om slipmaskiner och tillbehör för borrar och hammarborrar. En slipmaskin är en anordning utrustad med en slipsten. Borr- och hammarborr har ovanliga spetsformer. Ofta i privata hus finns det en miniatyrslipmaskin, eftersom denna enhet kan användas för att slipa inte bara borrar.

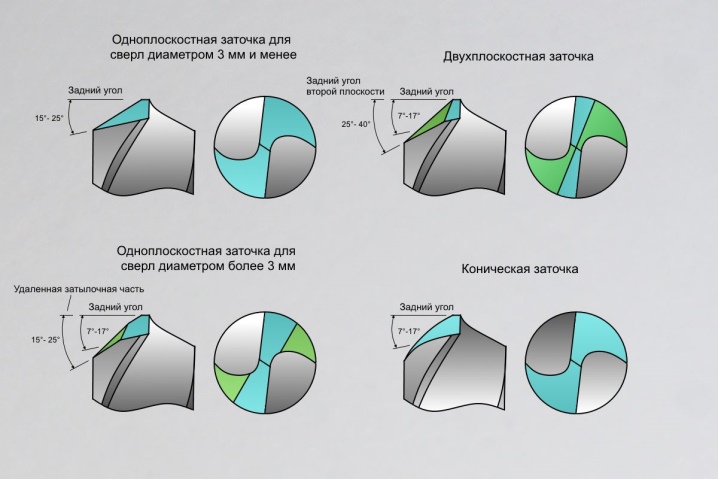
Slipningstekniken beror på typen av borr. Idag finns det koniska, skruvade, cylindriska, enplans- och dubbelplans skärelement till försäljning. Var och en av de presenterade typerna av skärelement kräver ett speciellt tillvägagångssätt för skärpning, men det gemensamma mellan dem är att endast de bakre kanterna är slipade.

Det är väldigt svårt att göra det manuellt, men det är möjligt. Speciellt när det gäller små exemplar. Små och tunna borrar slipas alltid för hand, tack vare vilken en person fyller sin hand i skärpningsförmågan och efter ett tag kan sätta i ordning skärelementen i stora storlekar.

Enplansborrar skiljer sig från sina motsvarigheter genom närvaron av endast ett plan. Lutningsvinkeln för skärpan enligt standarden sträcker sig från 28-30 grader. Det är denna del som lämpar sig för restaurering. Detta avfasade plan förs upp till en inaktiv slipsten.Om stenen roterar är chansen stor att borren får fel vinkel. Tvåplansborrar slipas på liknande sätt. Den enda skillnaden i skärpningsprocessen är behovet av att bearbeta två plan.

Det är viktigt att vara mycket försiktig vid återställning av koniska borrar. Kantens avsmalnande form får inte rubbas. Det är därför borren måste föras till en roterande slipsten, trycka på skärelementet och använda oscillerande rörelser för att skärpa konen. Det viktigaste är att inte ta bort borren från stenen och utföra hela proceduren med en knapptryckning.
En viktig tumregel vid skärpning av borr är att behålla eggens form. Det är ingen hemlighet att detta inte är möjligt i alla fall. Speciellt när det gäller skärpning av borrar med en diameter på 10 mm eller mindre. För denna typ av skärelement är det dock att föredra att endast upprätthålla släppningsvinkeln.

När det gäller borrar med en diameter som är större än 10 mm, rekommenderar slipproffs att slipa inte bara kanterna på planen, med hänsyn till vinkelhållningen, utan också de främre planen, vilket avsevärt förbättrar strukturens tekniska egenskaper. Denna skärpning blir mer effektiv vid borrarbete.

På grund av korrekt skärpning av rakeplanet blir vinkeln på borrens skärande del större, vilket avsevärt ökar metallelementets uthållighet. Förutom, kantens tvärgående längd blir mindre, på grund av vilken produkten inte skär hålet utan skrapar.

Efter skärpningsproceduren är det nödvändigt att finjustera det. Enkelt uttryckt, ta bort graderna som orsakas av slipstenens mekaniska verkan. För fabriksslipning är denna procedur extremt viktig. Således är det möjligt att öka nivån av slitstyrka hos skärelementet. Hemma är finjustering inte alltid möjlig, men om det finns nödvändiga enheter kan du inte hoppa över denna procedur.

För hem efterbehandling är det nödvändigt att använda en kiselkarbid eller elbor sten. De kan köpas på vilken byggmarknad som helst. Kiselkarbidsten är grön till färgen. Helst bör du använda en kopia av grad 63C med ett kornindex på 6 och en hårdhet på M3-CM1. Om valet föll på en sten från Elbor, är det nödvändigt att ta ett prov med ett kornindex i intervallet 6-8. Det är viktigt att uppmärksamma att de presenterade stenarna för efterbehandling ska göras på en bakelitbindning.

Särskild uppmärksamhet bör ägnas åt stegborrar. De kan köpas på marknaden som enstaka föremål eller som ett kit. Diametern på de producerade stegborrarna sträcker sig från 4 till 21 mm. Stegborrmaskiner är av hög kvalitet och slitstyrka, men även dessa skärelementsmönster blir matta. Och tyvärr är restaureringen av borrspetsen endast möjlig i vissa modeller.

Om vi pratar om en segrande borr, bör ett diamanthjul användas för slipning.

Olika sorter
På den moderna marknaden kan du hitta spiralborrar, platt- och centermodeller:
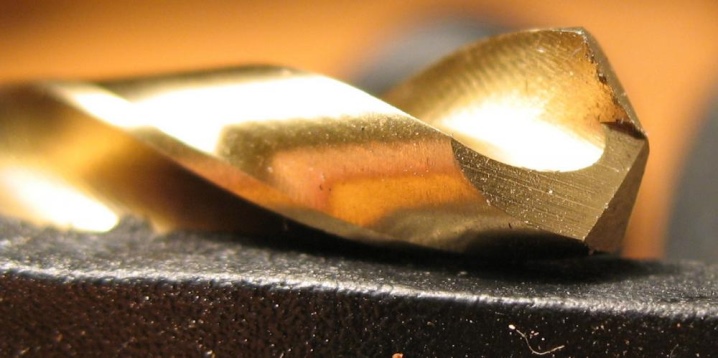
- spiralelement, enligt deras namn, skiljer sig åt i spiralformen på kanterna;
- platta produkter är designade för att göra djupa hål med stora diametrar;
- centerborrar används för att centrera element.



Alla de presenterade typerna av borrar blir matta med tiden. Att minska skärelementets skärpa stör byggnadsarbetet. Det betyder att produkten behöver återställas.

Hittills har 5 typer av borrslipning utvecklats. Varje enskild metod motsvarar typen av material för skärelementet och detaljerna för dess funktion.
- "H" - denna typ av skärpning är universell. Den används dock för restaurering av borrar med en maximal diameter på 12 mm.
- "NP" - i detta fall utförs skärpning av korta tvärstänger.
- "NPL" - en typ av skärpning innebär att förlänga den tvärgående kanten och bredden på tejpen.
- "DP" - inom det professionella området kallas denna typ av skärpning "dubbel". Förutom den tvärgående kanten bildas ytterligare 4 kanter i form av brutna linjer.
- "DPL" - beskrivningen liknar den 4:e skärpmetoden, endast skärpningen av tejpen läggs till.
Skärpningsvinkel
Som nämnts tidigare, innan du börjar skärpa borren, måste du beräkna rätt vinkel för restaurering av skärelementet. För att underlätta att hitta rätt indikator har en speciell tabell utvecklats, där lutningsgraden med ett digitalt värde anges i den första kolumnen, och i den andra - materialet avsett för borrning.

|
Bearbetat material |
Skärpningsvinkel |
|
Stål, gjutjärn, brons |
115-120 |
|
Mässing |
120-130 |
|
Koppar |
120 |
|
Aluminium |
130 |
|
Keramik, granit |
130 |
|
Trä |
130 |
|
Magi |
80 |
|
Silumin |
90-100 |
|
Plast |
90-100 |
Felaktig vridningsvinkel gör att borren och elverktyget värms upp under drift. Och kvaliteten på hålet som ska borras minskar avsevärt.

Verktygskrav
Under industriella förhållanden utförs skärpning på specialiserad utrustning i enlighet med säkerhetsföreskrifter. Men för hushållsändamål har flera andra enheter uppfunnits och utvecklats:
- en mekanism utrustad med en skärpningssten;
- maskin ansluten till elnätet;
- slipmaskin och borr (dock används de endast i avsaknad av strikta krav på skärpningsvinkeln);
- slipspetsar för borrmaskiner.




Varje enskild enhet erbjuder en hög nivå av prestanda, vinkelnoggrannhet och användarvänlighet. De har ett mycket bekvämt kontrollsystem som även en amatör kan hantera. En annan ytterligare fördel med de presenterade alternativen för hemenheter är deras låga kostnad och miniatyrstorlek.

Helst måste du slipa borrarna med en kvarn. Men i avsaknad av denna utrustning kan du bara använda skivan från den. Huvudsaken är att kornstorleken på smärgelhjulet uppfyller kraven. Den runda smärgeln ska fästas på en borr eller slipmaskin. Det rekommenderas att endast använda en kvarn som en sista utväg.
Det är viktigt att notera att det finns flera hälsorisker förknippade med att skärpa skärelement. Därför bör du, innan du börjar arbeta, skydda dina ögon genom att bära speciella glasögon. En skål med kallt vatten bör placeras bredvid borren som ska slipas, i vilken skärelementet kommer att kylas.

Hur slipar man olika borrar?
Enligt experter bör man starta en oberoende praxis för att skärpa borrar med skärprodukter med en diameter på mer än 10 mm. Skärpningsvinkeln för sådana element är 120 grader. Efter proceduren ska borrens framsida vara symmetrisk. Om ett fel uppstår under skärpningen kan det åtgärdas omedelbart.
På en bit från skärkanten finns en så kallad flankyta. Det bör vara inom 1-1,5 mm från skäreggen nedåt.

Vidare föreslås det att bekanta dig mer i detalj med den teoretiska sidan av gör-det-själv-vässningsprocessen. Först och främst måste du göra en del förberedelser. På slipstenens yta, rita en linje parallell med axelns rotation med en svart tuschpenna.
Därefter måste du placera borren korrekt. Den måste hållas tydligt horisontellt. I det här fallet kommer markeringarna gjorda med en tuschpenna att placeras något ovanför rotationsaxeln. Således kommer den längsgående delen av verktyget, som är placerad horisontellt, att vridas till vänster sida med cirka 30 grader, vilket säkerställer att den erforderliga skärpningsvinkeln uppnås.

Nu kan du gå från teori till praktik. En borr med trubbig spets tas. Därefter måste du hitta rätt position för verktyget. Inledningsvis skärps en sida och sedan den andra. I inget fall ska du skynda dig. Arbetet ska ske med största försiktighet.Om den vässade kanten plötsligt värms upp och blir röd, måste du doppa borren i en behållare med vatten. Efter kylning av skärelementet kan du fortsätta arbeta.
Efter att ha slipat den nedslagna borren måste du kontrollera resultatet. För detta tas en borr, ett skärpt verktyg sätts in i chucken. Sedan kan du prova att borra en stålyta som är 8 mm tjock. Om hålen kan borras utan svårighet, var skärpningsprocessen korrekt.



Faktum är att det finns många sätt att skärpa skärelement. Och varje separat metod förutsätter bearbetning av borrar för olika material. För aluminium, koppar och till och med rostfritt stål används spiralborrar, som slipas enligt den universella och dubbla "metoden". Slipning av en borr för punktsvetsning görs med en slipmaskin. Små borrar med en diameter på mindre än 4 mm slipas uteslutande för hand. Förresten, om det behövs, kan du skärpa den gamla borren till fräsen själv.
Tyvärr, inte alla lyckas skärpa en tråkig borr första gången med sina egna händer... Men med lite tålamod kommer du att kunna uppnå ett positivt resultat.


På betong
I betongborrar är endast den bakre ytan slipad. För restaurering bör den tvåplans- eller avsmalnande metoden användas.
Först måste du bekanta dig med den koniska skärpningsmetoden. Skärelementet måste sättas in i slipmaskinens prisma, som rör sig runt sin axel. Konfigurera sedan parametrarna. Konans axel ska ha en vinkel på 45 grader mot borrens axel. Det återstår bara att aktivera enheten och vänta till slutet av arbetet. Den koniska metoden används för att skapa en kraftig ökning av skärelementets frigångsvinkel.

För att automatisera processen rekommenderas det att använda skruvmetoden. Den kännetecknas av framåtgående rörelser som överensstämmer med slipskivans rotation. Anmärkningsvärt nog låter den här metoden dig samtidigt vässa de främre och bakre hörnen på skärelementet.

Trä
Först och främst måste du komma ihåg att denna arbetsprocess är mycket komplex. Första gången ingen kan slipa en träborr korrekt. För att starta självrestaurering av ett sådant skärelement bör du öva på ett utslitet instrument.
Den största svårigheten med arbetet är att även en felaktig rörelse kan leda till skador på borren. Det är därför det är nödvändigt att tydligt följa de föreskrivna instruktionerna:
- en behållare med vatten ska placeras bredvid arbetsplatsen;
- det är viktigt att få en vinkel på 45 grader;
- borrar måste hållas vid kanten av skivan;
- för att skärpningsprocessen ska gå smidigt måste du placera skärelementet i brickan;
- kanterna måste stoppas något ett par millimeter och övervaka deras jämnhet;
- när skärpningsprocessen närmar sig sin logiska slutsats är det nödvändigt att sakta ner maskinhastigheten;
- i slutet av arbetet är det nödvändigt att kyla skärelementet och kontrollera dess funktionalitet.

För metall
Principen att skärpa en borr för metall är inte särskilt svår, men kräver fortfarande tålamod. Med vänster hand måste du ta verktyget och hålla det nära arbetsbasen. Med din högra hand måste du ta tag i borrens svans och börja rotationen av skivan. Den bakre delen av kanten förs upp till den roterande delen. Med lätt tryck måste du vrida borren. Håll samtidigt rätt lutning hela tiden. Det är mycket viktigt att skäreggarna har samma längd och identiska vinklar.
Det återstår bara att kontrollera den slipade borren.

Ett enkelt sätt att slipa en borr är i videon nedan.













Kommentaren skickades.