Att göra en klyfta med dina egna händer

Cleavers har varit kända sedan urminnes tider - detta är en typ av yxa, kännetecknad av en ökad vikt av huggdelen och en speciell skärpning av bladet. Deras uppgift är inte att hugga stocken, utan att klyva den. I det ögonblick som verktygets järnheder träffar ett träd sticker en vanlig yxa in i det och fastnar. Klyven, som har en större massa och ett trubbigt blad, delar trädet i två delar under påverkan av slagkraften. Det finns många klyverkonfigurationer. De skiljer sig åt i form, vikt, skärpningsvinkel, handtagslängd och andra designegenskaper. För tillfället finns det modifieringar av klyvar i elektrisk, bensin, halvautomatisk, manuell form och till och med klyvar för tegelstenar.



Verktyg och material
När du gör en klyv med dina egna händer måste du ta hänsyn till särdragen hos lokalt trä för att uppnå det bästa resultatet vid klyvning. Lista över verktyg som du kan behöva när du gör en hemmagjord klyv:
- bulgariska;
- slipande skärpverktyg (smargel, sandpapper, fil och andra);
- bågfil;
- hammare;
- kniv;
- svetsväxelriktare (i vissa fall).




Materialet för tillverkning av hackdelen av klyven kan vara:
- gammal yxa (inga sprickor i rumpan och basen av bladet);
- fjäderelement.
Handtaget är tillverkat av lövträ:
- ek;
- bok;
- Björk;
- kornel;
- Valnöt.
Materialet till yxan skördas i förväg - flera månader innan klyvproduktionen startar. Trädet plockas upp under perioden för suspension / stopp av savflöde - detta kommer att minska sannolikheten för brott på arbetsstycket när det torkar.


Klyvtillverkningsprocess
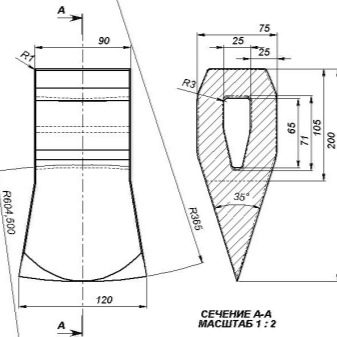
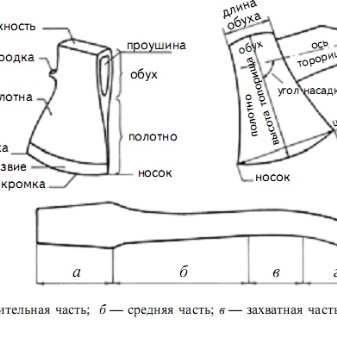
Innan du börjar processen måste du rita ritningar av den framtida klyven. Detta gör att du kan bibehålla optimala formparametrar, bibehålla proportioner och upprätthålla en balanserad tyngdpunkt. Om klyven är gjord av en gammal yxa, reflektera den på papper samtidigt som du behåller måtten och applicera sedan de föreslagna tilläggen över bilden av yxan. Versionen från våren reflekteras på papperet, med hänsyn till arbetsstyckets parametrar - bredd, tjocklek och längd. En viktig aspekt av att förbereda sig för att göra en klyv är att rita en lämplig handtagsform.
Felaktigt val av lämpliga parametrar för yxan kan försämra huggegenskaperna hos klyven.
Från yxan
En gammal yxklyv är den enklaste versionen av ett stickverktyg. Det finns flera sätt att göra denna modell. Låt oss betrakta dem i ordningen "från enkla till komplexa". Om det är avsett att hugga mjuka träslag i form av klossar med liten diameter, minimeras modifieringen av yxan. Det räcker att ändra skärpningsvinkeln - för att göra den mer trubbig. Yxan kommer inte att fastna, utan kommer att "skjuta" kilen åt sidorna.
För att skära hårdare trä är det nödvändigt att öka vikten på järndelen av klyvyxan. Svetsa speciella "öron" på dess sidor - metallutbuktningar. De är designade för att öka massan och en glidande effekt i kollisionsögonblicket. Sådana svetsningar kan göras av beslag, fjädrar eller från vilket metallämne som helst. Armeringen är svetsad i två sektioner på varje sida. Det är viktigt att koka ihop dem väl och svetsa ihop dem med basen. Efter sammanfogning, slipa dem till avsmalningen. Resultatet är effekten av två kilar på sidorna av yxan. För att öka massan och slagkraften rekommenderas att man använder beslag med en diameter på 15 mm och över.

Fjädern är svetsad på liknande sätt.I vissa fall behöver den formas som en yxa för att inte de utskjutande kanterna ska störa avverkningen. Slutligen måste du utföra en avsmalnande slipning, liknande den som används för förstärkning. I båda fallen ska sidosvetsarna löpa från stumpen till kanten av bladet. I området för bladet görs en särskilt noggrann svetsning. Under skärpningen ska eggen och svetssträngarna smälta samman till ett helt blad.
Det är tillåtet att använda en kombinerad version av en yxa och en klyv. I det här fallet bevaras yxans skarpare skärpning och klyvens vikt. I det ögonblick som metallen berör träet kommer den att sticka in i det, och sido "öron" kommer att skapa effekten av att trycka klossarna åt sidorna. En sådan klyvyxa tillåter huggning och klyvning av ved utan att byta verktyg.

Från våren
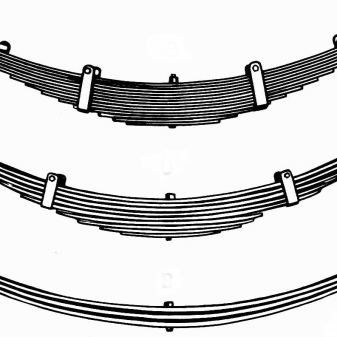
Att modifiera en klyv från en fjäder är ett mer arbetskrävande tillverkningsalternativ. Det kommer att ta mer tid, verktyg och material. Fjäderbladet från ett tungt fordon fungerar som underlag. Egenskaperna hos just denna fjäder är optimala. För att bilda huvudbladet kommer en fjädersektion att krävas lika med två längsgående längder av den framtida klyven med tillägg av värdet på dess bredd. Arbetsstycket måste böjas i form av bokstaven "P".
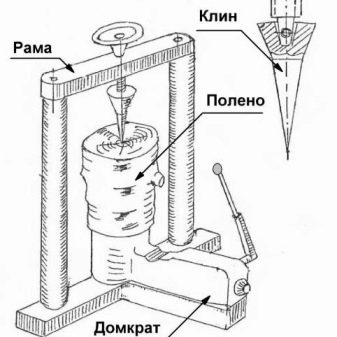
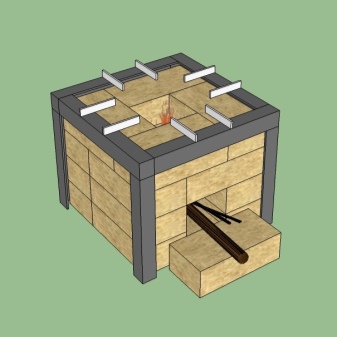
Fjädermetallen har ökad styrka och elasticitet. Det kommer att vara möjligt att böja den till en given form endast genom att värma den till extremt höga temperaturer, nära smältpunkten. Du måste göra en miniugn - uppvärmning kommer att utföras i den. Det snabba monteringsalternativet för en sådan ugn innebär användning av flera eldfasta tegelstenar. De behöver läggas på ett sådant sätt att du får en kub med tomt utrymme i kärnan. Det borde räcka för fullständig placering av arbetsstycket i det. Eldfasta tegelstenar behövs för att förhindra värmeförlust vid uppvärmning.
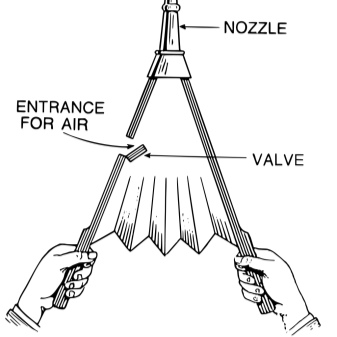
Uppvärmning kan utföras med en gasbrännare eller kol. I båda fallen kommer ytterligare syretillförsel att krävas. Den levereras av en kompressor under tryck eller med hjälp av improviserade bälgar: ett diagram över deras montering visas i figur 1. Arbetsstycket kommer att bli glödhett. Ta bort den med en speciell tång. Sätt på ett städ eller ett improviserat smedsbord. Använd en tung hammare för att böja fjädern till formen av bokstaven "P". Om det inte gick att böja sig innan metallen svalnat måste den värmas upp igen.
Denna procedur görs bäst tillsammans. En person håller arbetsstycket stadigt på städet med båda händerna, den andra slår med en hammare. Efter att ha gett önskad form, låt metallen svalna långsamt - på så sätt kommer den inte att härda och kommer att vara formbar under vidare bearbetning. Ytterligare en vårsektion förbereds. Dess längd är lika med avståndet från rumpan till bladet. Den sätts in i mitten av det tidigare "P"-formade ämnet. Kanterna på "P-ämnet" pressas mot fjäderdelen med hammarslag. Resultatet ska bli en "trelagers" klyver. Skikten svetsas samman och slipas med en kvarn med en slipskiva. Den slutliga formen på denna klyv ska ha strömlinjeformade funktioner utan utsprång som skulle förhindra att metall tränger in i träet.

En fjäderkniv kan enkelt modifieras till ett verktyg med samma namn med en förskjuten tyngdpunkt. Denna modell kallas den "finska" klyven. På ena sidan av hackelementet svetsas ytterligare en förtjockning - endast ett "öra". I kollisionsögonblicket tvingar den förskjutna tyngdpunkten klyven att rotera i tvärplanet. Effekten av att riva klumparna ökar - dess två halvor flyger bokstavligen isär. Den "finska" modellen är utrustad med ett krokformat utsprång i rumpan. Den är utformad för att hålla en av stockens delar och låter den inte flyga åt sidan. Detta gör att skogshuggaren kan röra sig mindre fysiskt, vilket gör hela processen lättare.
Yxtillverkning
Det tidigare förberedda arbetsstycket bearbetas för att ge det formen av ett handtag, vilket återspeglas i ritningarna.
Den övergripande konfigurationen av klyvhandtaget har följande optimala egenskaper:
- längd från 80 cm;
- förtjockning i området för metalldelen;
- handledsstöd på kanten;
- ovalt tvärsnitt.


Klyven har ett längre skaft än yxan. Detta värde ger tillräcklig axelspann och ökar slagkraften. I de flesta fall är klyvens yxa rak - inga böjningar krävs för handflatorna. Förtjockningen bredvid järnelementet förhindrar att handtaget går sönder vid den punkt under maximal påkänning. Ibland svetsas en metallstång på klyven, placerad på sidan av den nedre delen av handtaget. I färd med att klyva slår den senare i träet. Den svetsade stången fungerar som skydd i sådana situationer.
Det höga svängförhållandet på grund av klyvens vikt skapar centrifugalkraft. Hon strävar efter att rycka verktyget ur vedhuggarens händer. För att undvika detta finns ett stopp i änden av yxan, som inte låter handflatan glida av. Det ovala tvärsnittet skapar en förstyvande ribba, vilket förhindrar att handtaget går sönder i kollisionsögonblicket. Den runda formen har i detta fall en lägre hållfasthetsfaktor.
Att montera en klyv på en yxa kan göras på två sätt. Den första är att hålla klyven genom handtaget. Det ska finnas en förtjockning i änden av handtaget, vilket kommer att förhindra att klyven flyger av. Ett liknande trycksystem används i hackan. Den andra är att föra in en yxa i en klyv. Den är slipad så att den kan sättas in med tillräcklig kraft. För att fixera klyven på handtaget används distanskilar. För att använda dem måste yxan ha ett tunt snitt i sin förtjockade del. Skärdjupet är 1-1,5 cm mindre än stumbredden. Detta värde förhindrar att handtaget spricker i området för metallelementet.

När klyven är monterad på handtaget drivs distanskilarna in i snittet. De är gjorda av metall eller träet från vilket handtaget är snidat. Det rekommenderas inte att använda kilar av en annan typ av trä. Skillnaden i deras egenskaper kan leda till för tidig torkning av distanselementet och försvagning av landningsfixeringen av klyven på handtaget. Skruvkilar, som skruvas in i arbetsstycket, är inte tillåtna att använda. De är ineffektiva och kan försvaga yxans strukturella styrka.
Skärpande finesser
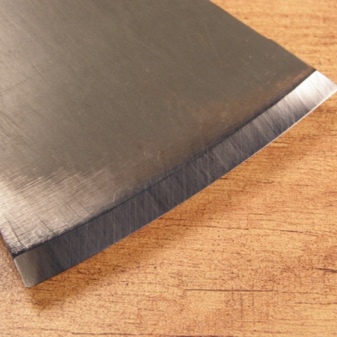
Att slipa ett klyvblad skiljer sig från att slipa en vanlig yxa. Det är inte skärpan som är av största vikt, utan vinkeln. Vid klyven är det tråkigare - cirka 70 grader.
Klyvens skärpningsvinkel kan kombineras.
I det här fallet, från sidan som är närmare handtaget, är det skarpare. På motsatt sida - så dum som möjligt. Detta ger det bästa klyvningsresultatet. Den skarpare delen av den första möter träet, genomborrar det. Detta gör att den tjockare sidan kan tränga djupare in i chocken och öka glideffekten. På så sätt, med färre träffar, kan fler delningar uppnås.
Hur man gör en klyv från en yxa med egna händer, se videon nedan.
































































Kommentaren skickades.